Industrielle Fertigung
CNC-Maschine

Mazak CNC-Maschinensteuerungsfehlerliste für MAZATROL MATRIX usw. Weitere Alarmlisten von Mazak finden Sie auf den folgenden Seiten. Mazak-System-/Laufwerksfehler ( Nr. 1 – Nr. 99, Nr. 1000 – Nr. 1099 ) Mazak CNC-Maschinensteuerungsfehler (Nr. 100 – Nr. 199, Nr. 1100 – Nr. 1199) Mazak-SPS-Maschi

Mazak CNC-Bildschirmbetriebsfehlerliste für MAZATROL MATRIX usw. Weitere Alarmlisten von Mazak finden Sie auf den folgenden Seiten. Mazak-System-/Laufwerksfehler ( Nr. 1 – Nr. 99, Nr. 1000 – Nr. 1099 ) Mazak CNC-Maschinensteuerungsfehler (Nr. 100 – Nr. 199, Nr. 1100 – Nr. 1199) Mazak-SPS-Maschinen

Makino Professional 3 CNC-Steuerung (Makino Pro 3) G Codeliste für CNC-Maschinisten, die an CNC-Maschinen mit Makino Pro 3 (Fanuc 16i/18i) CNC-Steuerungen arbeiten. Makino Pro 3 G-Code G-Code Funktion G00 Schnelle Positionierung G01 Lineare Interpolation (Vorschubgeschwindigkeit) G02 Kreis-/Sch

Makino Professional 3 CNC-Steuerung (Makino Pro 3) M Codeliste für CNC-Maschinisten, die an CNC-Maschinen mit Makino Pro 3 (Fanuc 16i/18i) CNC-Steuerungen arbeiten. Makino Pro 3 M-Codes Standard-M-Codes M-Code Beschreibung M000 Programmstopp M001 Optionaler Stopp M002 Programmende M003 Spindel

Vollständige Liste der Fadal-Fehlermeldungen und Notfall-Fehlercodes zur Fehlerbehebung bei Fadal-CNC-Maschinen Fadale Fehlermeldungen Absolutmodus erforderlich bei N = Die CNC muss sich während aller Messtasterfunktionen im Modus G90 (absolut) befinden. Die Messtasterfunktion L9101 wird im Modus

Fadal SPS-Alarmliste / SPS-Meldungen für Fadal-Bearbeitungszentren (GE FANUC 0i MC CNC-Steuerungen). SPS-Alarme ALARM BESCHREIBUNG 1002 FEHLER DES ZWEI TÜRSCHALTERS 1003 M02 ENERGIESPAREN, AUF LÖSCHEN ZURÜCKSETZEN 1005 TÜR OFFEN, ALARM MDI-WERKZEUGWECHSEL 1016 ENDE DER WERKZEUG-LEBENSDAUER WER

Fadal G-Codes M-Codes Feste Unterroutinen usw. für CNC-Maschinisten, die an Fadal VMCs arbeiten. G-Codes G-Code Beschreibung G0 Schnellreise G1 Lineare Interpolation G2 Kreisinterpolation (im Uhrzeigersinn) G3 Kreisinterpolation (gegen den Uhrzeigersinn) G4 Dwell P=Zeit in MillisekundenAuch:N

Fanuc 0i / 0i Mate Alarmcodes für CNC-Maschinisten. Fanuc 0i Alarme Programmfehler (P/S-Alarm) Programmfehler /Alarme zu Programm und Betrieb (P/S-Alarm) 0 BITTE STROM AUSSCHALTEN 1. PARITÄTSALARM 2 TV-PARITÄTSALARM 3 ZU VIELE ZIFFERN 4 ADRESSE NICHT GEFUNDEN 5 KEINE DATEN NACH ADRESSE 6 ILLEGAL
GSK 980 TDc-Programmbeispiel, dieses CNC-Programmbeispiel verwendet G02 G03 Kreisinterpolations-G-Codes.CNC-Programm zeigt, wie zwei Bögen in einem GSK 980 TDc-CNC-Programm miteinander verbunden werden können. GSK 980 TDc Programmierbeispiel Program: O0001N001 G0 X40 Z5; (Rapidly traverse)N002 M03

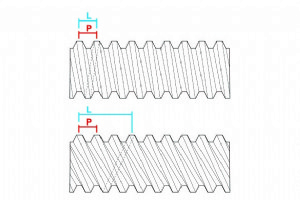
Citizen Cincom E32 IV G-Codes &M-Codes für Programmierer von CNC-Maschinisten. G-Codes G-Code Funktion G00 Schneller Vorschub G01 Lineare Interpolation G02 Kreisinterpolation (im Uhrzeigersinn) G03 Kreisinterpolation (gegen den Uhrzeigersinn) G04 Verweilen G28 Referenzpunkt-Rückkehr G32 Fad

Das Folgende ist eine Liste der Adresscodes, die bei der Programmierung der Haas-Mühle verwendet werden. Eine Drehbewegung um die vierte Achse (Einstellung 30, 34, 48, 108)Das A-Adresszeichen wird verwendet, um die Bewegung für die optionale vierte A-Achse anzugeben. Es gibt einen Winkel in Grad
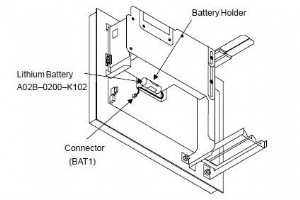
Fanuc-Serie 15i 150i Fanuc-Methode zum Austauschen der Batterie Die Zeit vom Trennen des Kabels des alten Akkus bis zum Anschließen des Kabels des neuen Akkus sollte kürzer als 5 Minuten sein. Die BIOS-Einstellungen werden nicht gelöscht, wenn die folgenden Verfahren korrekt durchgeführt werden. Abe
Vollständiges Programmbeispiel für NUM CNC-Drehmaschinen, in diesem CNC-Programm wird zuerst die Außenkontur gedreht und dann mit einem separaten Werkzeug eine Nut bearbeitet. NUM CNC-Drehmaschinen-G-Codes NUM CNC-Drehmaschinen-MCodes NUM 760 T Programmbeispiel %159N1 (AXE)N10 G90 G71 G80 G40 G9
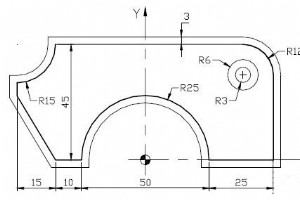
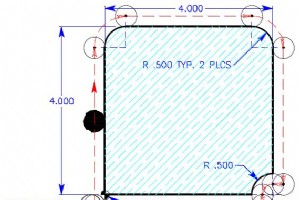
NUM CNC-Fräsprogrammbeispiel Außenkonturfräsen mit Durchgangsbohrung und Senkbohrung bis zu einer Tiefe von 5 mm. Beispiel für ein NUM-CNC-Fräsprogramm %358N1 (BRIDE)N10 G90 G71 G80 G40N20 G0 G52 Z0(Contour)N30 T4 D4 M6N40 G97 S345N50 G94 F110N60 G0 X62 Y-18N70 Z-5 M3 M41N80 G1 G42 X50 M8N85 G1 Y3
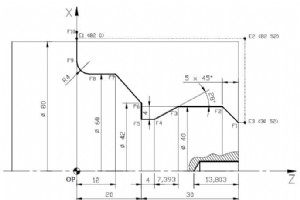
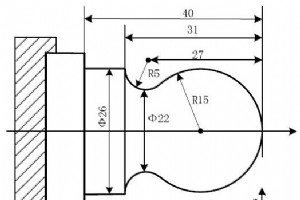
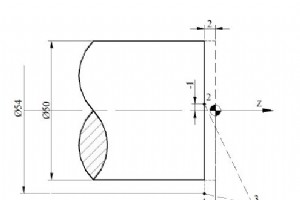
Einreichen durch:BEATA Zusammenfassung NUM-CNC-Drehprogrammbeispiel, das die Verwendung von NUM-CNC-Zyklen zeigt,G64 Dreh-/PlanschruppzyklusG65 NutschruppzyklusG87 Bohrzyklus mit SpanbruchMehrfachwerkzeuge werden verwendet um diesen gesamten CNC-Bearbeitungsvorgang abzuschließen. Zeichnung/Bild CN
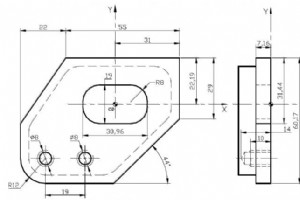
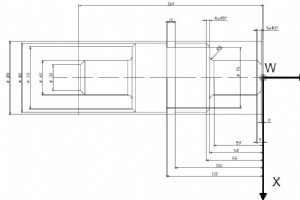
Einreichen durch:BEATA Zusammenfassung NUM-CNC-Fräsprogrammbeispiel, das die Funktionsweise vieler NUM-Zyklen wie G45 Einfacher Taschenzyklus usw. zeigt.Folgende NUM G-Codes-Zyklen werden in diesem CNC-Programmbeispiel verwendet G45 Einfacher TaschenzyklusG71 Metrische DateneingabeG81 Zentrierbohr
Haas CNC Milling Circular Interpolation Programmiererläuterung mit CNC-Beispielprogrammen. Diese Beispiele zeigen, wie IJK oder R im CNC-Programm angegeben werden können, während die Kreisinterpolation mit G02 G03 G-Codes programmiert wird. Haas-Kreisinterpolation Warum IJK verwenden, wenn R einfach
Einreichen durch:CNC-Programmierer Zusammenfassung CNC-Drehmaschinen-Programmierbeispiel, in diesem Programmierbeispiel für die X-Achse werden keine Durchmesserwerte verwendet, sondern Radiuswerte werden zum Programmieren verwendet. Im Radiusmodus/Bemaßung bewegt sich die X-Achse auf einer Drehmas
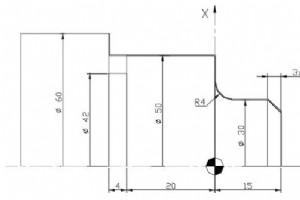
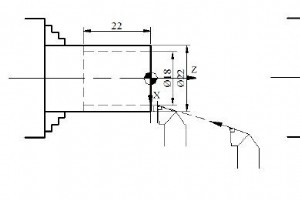
Einreichen durch:Maschinist Zusammenfassung Einfaches CNC-Drehprogramm, um zu zeigen, wie ein Bauteil mit einem Werkzeug bearbeitet werden kann.Hier werden auch die Werkzeugbewegungen angezeigt. Zeichnung/Bild CNC-Programm %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00
Einreichen von:Brian Zusammenfassung Sehr einfaches CNC-Programm, um zu zeigen, wie ein sehr einfaches CNC-Drehprogramm zum Drehen eines Durchmessers erstellt werden kann.Hier werden auch die Werkzeugbewegungen angezeigt. Zeichnung/Bild CNC-Programm %N10 T104 M06N20 G97 S2000 G95 F0.1 M03N30 G00 X
CNC-Maschine