Industrielle Fertigung
CNC-Maschine

Liste der Fanuc 31i G-Codes für Programmierer von CNC-Maschinisten, die an CNC-Bearbeitungszentren mit CNC-Steuerungen Fanuc 30i, 31i, 32i arbeiten. Fanuc CNC-Steuerungen Die folgende Liste der G-Codes gilt auch für die folgenden CNC-Steuerungen. Fanuc Serie 30i/300i/300is-MODELL A Fanuc Serie 3

Der Denford Mirac PC ist ein vielseitiges 2-Achsen-CNC-Tischdrehzentrum, ideal für alle Bildungsstufen und technische Schulungen.Hier ist eine vollständige Liste der G &M-Codes für Denford Mirac PC CNC-Drehmaschinen. Denford Mirac PC CNC-Drehmaschine Mirac PC G-Codes-Liste G-Code Funktion G00 Pos

Okuma M203 ist eine der Funktionen zur Reduzierung der Betriebszeit.Hinweis: Verwenden Sie M203 mit Vorsicht. Okuma M203 Revolver lösen Befehl Die NC spannt gleichzeitig den Revolver und veranlasst die Achsbewegung beim Empfang des M203-Befehls.Der M203-Befehl ist nur wirksam, wenn er mit G00 im se
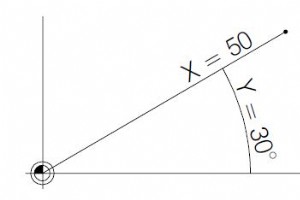
G15 Polarkoordinaten-Interpolation beenden G15 Polarkoordinaten-Interpolation beenden Programmierung G15 G16 Polarkoordinaten-Interpolation beginnen G16 Polarkoordinaten-Interpolation beginnen Programmierung G16 Zwischen G16 und G15 können Punkte durch Polarkoordinaten definiert werden. Die Ausw
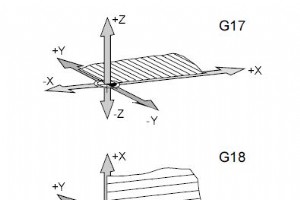
Fanuc G17 G18 G19 Flugzeugauswahl Mit G17 G18 G19 wird die Ebene definiert, in der Kreisinterpolation und Polarkoordinateninterpolation durchgeführt werden kann und in der die Fräserradiuskorrektur berechnet wird.In der senkrechten Achse zur aktiven Ebene erfolgt die Werkzeuglängenkorrektur fortgef
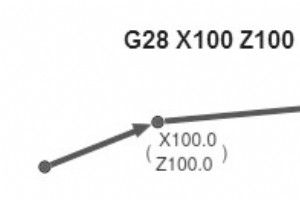
Annäherungsreferenzpunkt Fanuc G28 Bei G28 wird der Referenzpunkt über eine Zwischenposition (X, Y, Z) angefahren. Zuerst erfolgt die Bewegung nach X, Y und Z, dann wird der Referenzpunkt angefahren. Beide Bewegungen erfolgen mit G00! Die Verschiebung G92 wird gelöscht. Programmierung N... G28 X.
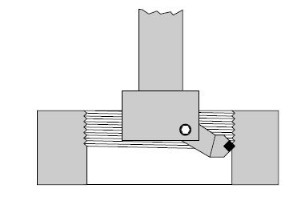
Fanuc G33 Gewindeschneiden Mit einem passenden Werkzeug (Bohr- oder Plankopf) können Gewinde geschnitten werden. Notizen Vorschub- und Spindelkorrekturschalter sind bei G33 (100%) nicht aktiv Programmierung N... G33 Z... F.. Parameter Parameter Beschreibung F Gewindesteigung [mm] Z Gewindetief

G43 Werkzeuglängenkompensation positiv Mit G43 kann ein Wert aus dem Offset-Register (OFFSET) abgerufen und zur Werkzeuglänge addiert werden.Zu allen folgenden Z-Bewegungen (bei aktiver XY-Ebene – G17) im Programm wird dieser Wert addiert. Programmieren N... G43 H... Beispiel N... G43 H05 Der We
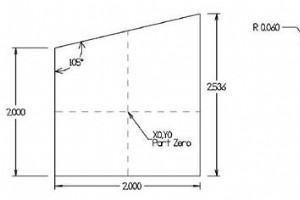
Einreichen durch:CNC-Programmierer Zusammenfassung Haas Corner Rounding and FasenFür Fasen wird C mit der angegebenen Länge der Fase verwendet.Für Radien a wird R mit der Größe des angegebenen Radius verwendet.Der Fasen- oder Eckenrundungsblock kann zwischen zwei Linear- oder G01-Sätzen eingefügt w

ECS G81 Standardbohren Der Zyklus Dateneingabe wird im MDI- und Bearbeitungsmodus durch diese Tastenfolge aktiviert: Programmierung G81 <ENT=..> <RAP=..> <RAL=..> Parameter Parameter Beschreibung HNO Tiefenquote im Arbeitsfeed erreicht RAP Notierung im Eilgang zu Beginn des Zyk
ECS G81/3 – Bohren in 3 Schichten Mit diesem Zyklus ist es möglich, Löcher zu bohren, die zwei Zonen definieren, in denen der Bohrer mit unterschiedlichen Vorschüben (normalerweise niedriger) als dem mit der Anweisung F… programmierten vorrückt. Der Zyklus Dateneingabe wird im MDI- und Bearbeitung
ECS G82 Bohren mit Verweilzeit zum Spanbrechen Der einzige Unterschied zwischen diesem Zyklus und dem Standard-Bohren G81 ist die Verweilzeit des Bohrers, nachdem er die Tiefenangabe (ENT) erreicht hat, um den Span zu brechen. Der Zyklus Dateneingabe wird im MDI- und Bearbeitungsmodus durch diese
ECS G83 Deep Drilling with clearing Dieser Zyklus wird normalerweise verwendet, um tiefe Löcher zu bohren. Beim ersten Bohrer erreicht der Bit das mit dem Parameter INI definierte Zitat . Danach geht es im Eilgang zurück zum RAP zitieren. Beim nächsten Mal rückt das Bit um die durch (INI + IND gege
ECS G83/r Tiefbohren mit Verweilzeit zum Spanbrechen Die Unterschiede zwischen diesem Zyklus und dem Tiefbohren G83 sind: Am Ende jedes Bohrschritts wird eine Verweilzeit von TIM ausgeführt Sek., um den Chip zu brechen. Am Ende der Verweilzeit wird das Bit nicht schnell zum RAP bewegt Zitat, sonde
ECS G84 Gewindebohren Dieser Zyklus wird zum Gewindebohren verwendet, wenn die Spindel der Fräsmaschine nicht mit einem Positionsgeber ausgestattet ist. Auch in diesem Fall empfiehlt es sich, einen Wasserhahn mit mechanischem Kompensator zu verwenden. Es ist auch notwendig, Folgendes zu überprüfen:
ECS G85 Bohrzyklus Der einzige Unterschied zwischen diesem Zyklus und dem Standardbohren G81 besteht darin, dass das Werkzeug nach RAL zurückkehrt Anführungszeichen werden am Arbeitsvorschub zwischen ENT erstellt und RAP , und im Eilgang (G00 ) von RAP nach RAL . Der Zyklus Dateneingabe wird im MD
ECS G86 Bohren mit Spindelstopp-Zyklus Der einzige Unterschied zwischen diesem Zyklus und dem Standardbohren G81 besteht darin, dass die Spindel den ENT erreicht Zitat wird gestoppt Es wird nur neu gestartet, wenn das Werkzeug schnell die RAL erreicht Zitat. Der Zyklus Dateneingabe wird im MDI- un
ECS G87 Aufbohren mit Rückzugszyklus Dieser Zyklus unterscheidet sich vom „Bohren mit Spindelstopp“ G86 dadurch, dass in diesem Fall das Werkzeug den ENT erreicht Zitat, die Spindel wird nicht nur angehalten, sondern in einer bestimmten Position orientiert (über die M19-Funktion), mit einer Bewegun
ECS G89 Aufbohren mit Verweilzyklus Dieser Zyklus unterscheidet sich vom Standardbohrzyklus G85 und ermöglicht die Programmierung einer Verweilzeit (TIM sec) zwischen der Ankunft beim HNO Zitat, bis zum Beginn der Bewegung, ausgeführt am Arbeitsvorschub, um den RAP zu erreichen Zitat. Der Zyklus D

Befehl SSL der Osai 10-Serie wird mit G96 verwendet, um die maximale Drehzahl festzulegen, die die Spindel während CSS laufen darf. Programmierung SSL=value Parameter Parameter Beschreibung Wert Ist ein Wert, der direkt mit einer Dezimalzahl oder indirekt mit einem E-Parameter programmiert werden
CNC-Maschine