Industrielle Fertigung
CNC-Maschine
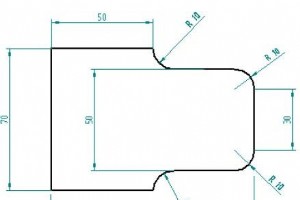
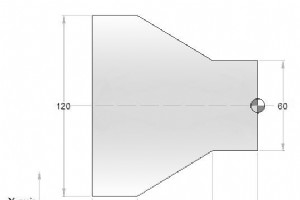
Einreichen von:Brian Zusammenfassung Ein einfaches und leicht verständliches Beispiel für ein CNC-Drehmaschinenprogramm zur Bearbeitung von Bogenradien mit G02 G03 G-Codes Zeichnung/Bild CNC-Programm N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S360 N15 G01 X30 F30 N20 G03 X50 Z-10 R10 N25 G01 Z-40 N30 G02
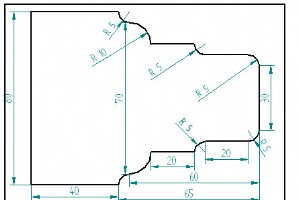
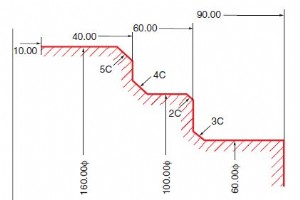
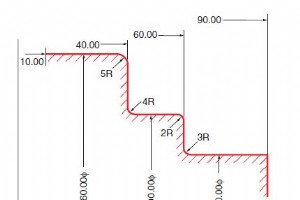
Einreichen von:Brian Zusammenfassung CNC-Drehprogramm-Beispielcode zum Bearbeiten mehrerer Bogenradien auf einer Komponente. Zeichnung/Bild CNC-Programm N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G03 X40 Z-5 R5 N25 G01 Z-25 N30 G02 X50 Z-30 R5 N35 G01 Z-50 N40 G03 X70 Z-60 R10 N4

Sherline CNC G-Codes M-Codes vollständige Liste für CNC-Maschinisten, die an Sherline CNC-Fräs-/Drehmaschinen arbeiten. Mehr über Sherline CNC Erklärung der Hauptteile der Sherline CNC-Drehmaschine Erklärung der Hauptteile der Sherline CNC-Fräse Sherline G-Codes G-Code Funktion G00 Rapid move

Sherline CNC-Drehteile und ihre Funktionen. Mehr über Sherline CNC Sherline G-Codes M-Codes Erklärung der Hauptteile der Sherline CNC-Fräse Hauptteile der Sherline CNC-Drehmaschine
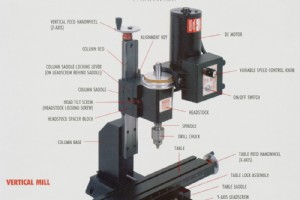
Teile der Sherline CNC-Mühle (VMC) und ihre Funktionen. Mehr über Sherline CNC Sherline G-Codes M-Codes Erklärung der Hauptteile der Sherline CNC-Drehmaschine Hauptteile der Sherline CNC-Fräse

Komponenten und Anschlüsse des Sherline CNC-Systems. Systemkomponenten 1) 1-5/8″ manuelles Handrad2) Z-Achsen-Schrittmotor3) Schrittmotorhalterung4) Sherline-Vertikalmühle mit Standardzubehör (Mühle Modell 2000 abgebildet)5) Backup-Linux/EMC2-Installations-CD, Sherline-Anleitungs-CD6) Schrittmoto

In diesem Artikel geht es um den Programmbefehl STOPRE Sinumerik 840D. Siemens Sinumerik 840D ist eine fortschrittliche CNC-Steuerung. Eine der Fähigkeiten der CNC-Steuerung Sinumerik 840D ist, dass Sinumerik 840D Vorverarbeitung Teileprogrammbefehle vor der Ausführung sie. In einfachen Worten,

Aus irgendwelchen Gründen wurde eine der Bohrstangen einer CNC-Drehmaschine komplett beschädigt, also habe ich die beschädigte Bohrstange einfach durch eine neue ersetzt, hier werde ich die ganze Geschichte des Werkzeugwechsels erzählen. EltroPilot M Ich habe die Bohrstange an einer der CNC-Maschin

Vollständige G-Codes M-Codes-Listen für Sodick Wire EDM mit Mark 25 Mark 21 CNC-Steuerungen. Liste der G-Codes G-Code Beschreibung G00 Rapid Motion (erscheint als gepunktete Linie in Grafiken) G01 Gerade Schnittbewegung G02 Kreisförmige Schneidbewegung – im Uhrzeigersinn (CW) G03 Kreisförmige
Einreichen durch:Vikram Zusammenfassung CNC-Programmbeispiel für Sodick Wire Cutting EDM CNC-Maschinen mit Mark 21 / Mark 25 CNC-Steuerungen. Zeichnung/Bild CNC-Programm N005 G54 (SELECT COORDINATE SYSTEM A00)N010 G92 X.250 Y-.300 (SET PROGRAM ZERO)N015 G90 (SELECT ABSOLUTE MODE)N020 C411 (SELECT
Okuma G75 C-Fasung Okuma G75 G Code wird verwendet, um eine scharfe Kante abzufasen. G75 ist nur im G01-Modus wirksam. G75 ist nicht modal und nur im befohlenen Satz aktiv. Okuma G75-Programmierung G75 X Z L Parameter Parameter Beschreibung X, Z Schnittpunktkoordinaten. L Größe der abgeschrägte
Okuma G76 Rundung Okuma G76 G-Code wird zum Abrunden der scharfen Kante verwendet. G76 ist nur im G01-Modus wirksam. G76 ist nicht modal und nur im befohlenen Satz aktiv. Okuma G76-Programmierung G76 X Z L Parameter Parameter Beschreibung X, Z Schnittpunktkoordinaten L Radius des Rundungskreise

Anilam 4200T M-Codes-Liste für Programmierer von CNC-Maschinisten, die an CNC-Drehmaschinen mit Anilam 4200T CNC-Steuerungen arbeiten. Was ist M-Code (Sonstige Funktion) M (Verschiedene) Codes Führt verschiedene (M) Funktionen aus, wie z. B. Spindel vorwärts/rückwärts/aus und Kühlmittel EIN/AUS.
GSK 980 TDc CNC-Drehmaschinenprogrammbeispiel, das die Verwendung des G90-Drehzyklus veranschaulicht,In diesem CNC-Programmbeispiel wird der G90-Drehzyklus zweimal verwendet,der erste G90-Zyklus wird für die gerade Abstimmung verwendetdann der G90-Zyklus wird zum Kegeldrehen verwendet. G90 Drehzyklu
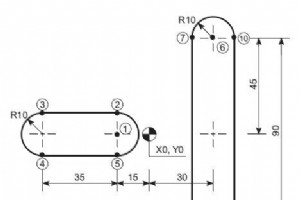
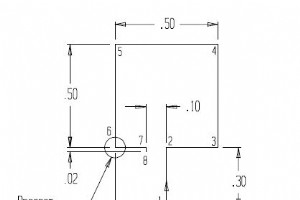
Testen Sie Ihre CNC-Programmierfähigkeiten, indem Sie die richtigen Koordinatenwerte für die gegebene Zeichnung eingeben. CNC-Programmierfähigkeitstest 1 Ihr Ergebnis: Gesamt :Richtig :Falsch :Prozent : Richtige Antworten Punkt X Y 1 -15 0 2 -15 10 3 -50 10 4 -50 -10 5 -15 -10 6 30 45 7 2
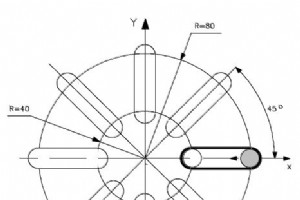
Dieses CNC-Programmbeispiel der Osai 10-Serie zeigt, wie die Ebenenrotation (ROT) mit Wiederholung (RPT) und parametrischer Programmierung verwendet wird. CNC-Programmbeispiel der Serie Osai 10 (UGS, X, -100, 100, Y, -100, 100)N148 (DIS, ...)N149 S1500 T5.5 M6N150 E25 =0N151 (RPT, 8)N152 ( ROT, E
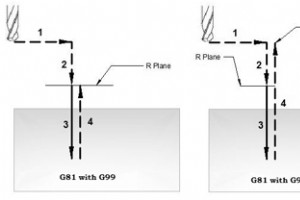
Der Bohrzyklus NCT G81 wird für einfache Bohr-/Anbohrvorgänge verwendet. Programmierung G17 G81 X... Y... Z... R... F.. L...G18 G81 Z... X... Y... R... F... L...G19 G81 Y... Z... X... R... F... L.. Parameter Die X-, Y- und Z-Definitionen der folgenden Tabelle funktionieren für die G17-Ebene, für an
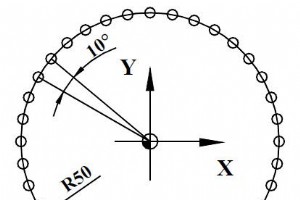
NCT-Programmbeispiel, um zu zeigen, wie der G81-Bohrzyklus verwendet werden kann, um mit G15 G16 Polarkoordinatenbefehlen und G81-Bohrzyklus in einem Kreis zu bohren. G-Codes G-Code Funktion G15 Polarkoordinatenbefehl abbrechen G16 Polarkoordinaten-Befehl G81 Bohr-, Anbohrzyklus NCT-Programm
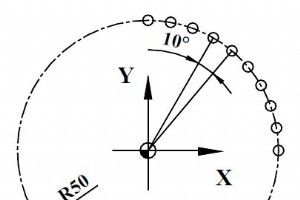
NCT-Programmbeispiel, um zu zeigen, wie ein Teil eines Kreises mit G81 Bohrzyklus und G15 G16 Polarkoordinatenbefehlen gebohrt wird. G-Codes G-Code Funktion G15 Polarkoordinatenbefehl abbrechen G16 Polarkoordinaten-Befehl G81 Bohr-, Anbohrzyklus NCT-Programmbeispiel %O7074(7.4)N100 T1N110 G5

Liste der Fehlercodes für Mazak-System-/Antriebsalarme für MAZATROL MATRIX usw. Weitere Alarmlisten von Mazak finden Sie auf den folgenden Seiten. Mazak-System-/Laufwerksfehler ( Nr. 1 – Nr. 99, Nr. 1000 – Nr. 1099 ) Mazak CNC-Maschinensteuerungsfehler (Nr. 100 – Nr. 199, Nr. 1100 – Nr. 1199) Ma
CNC-Maschine