Industrielle Fertigung
CNC-Maschine

Wenn Produktdesigner ein Metallteil herstellen müssen, stehen ihnen zahlreiche Fertigungsmethoden zur Auswahl. Zu den beliebtesten Optionen zählen Guss und Bearbeitung. Aber wie vergleichen sie sich? Dieser Artikel bietet einen Überblick über diese beiden unschätzbar wertvollen Metallherstellungspr

Die Metallbearbeitungs- und Gussprozesse werden für Hersteller oft als „Wählen Sie das eine oder andere“-Vergleich dargestellt. Aber wie wir in unserem kürzlich erschienenen Artikel über Gießen vs. Zerspanen angedeutet haben, gibt es viele Fälle, in denen die effizientesten Produktionsmittel sowohl

Die Entwicklung der CNC-Bearbeitung war von bedeutenden technologischen Fortschritten geprägt. Seit den Anfängen des Lochstreifens und der rudimentären Programmierung hat sich die CNC-Bearbeitung dahingehend weiterentwickelt, dass anspruchsvolle Software und Hochgeschwindigkeits-Mehrachsenmaschinen

Unternehmen auf der ganzen Welt nutzen CNC-Bearbeitung, um hochwertige Komponenten aus verschiedenen Materialien wie Keramik, Holz und Verbundwerkstoffen herzustellen. Metall und Kunststoff stehen in der Massenproduktion im Vordergrund, wobei Metalle eine breitere Bearbeitbarkeit aufweisen. Maschini

Ra – Rz – N Oberflächenrauheitsumrechner Haben Sie einen Ra-, Rz- oder N-Rauheitswert und benötigen dessen Äquivalent in anderen Einheiten? Nutzen Sie dazu unser kostenloses Tool. Wählen Sie einen der allgemeinen Werte zur Konvertierung aus: Bitte beachten Sie: Eine genaue Umrechnung zwischen Ra
Entwerfen Sie ganz einfach individuelle Vorrichtungen mit einem kostenlosen, intuitiven Tool. Exportieren Sie für den 3D-Druck optimierte 3D-Dateien in nur 20 Minuten in Ihr Xometry-Konto. Jetzt Fixturemate starten Sie haben noch kein Konto bei Xometry? Erstellen Sie hier eines Wie es funktionier
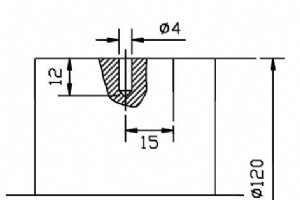
Fanuc G87 Seitenbohr-Festzyklus Der Zyklus G87 Seitenbohren dient zum Bohren am Bauteildurchmesser/-seite mit angetriebenen Werkzeugen. Vollständiges Tutorial G87 Seitenbohrzyklus lesen Fanuc G87 Seitenbohrbeispiel 3 LÖCHER MIT 120º ABSTAND O0021G21;G10 P0 X0 Z-100;N8 G28 U0.T808(RADIAL 4MM DIA
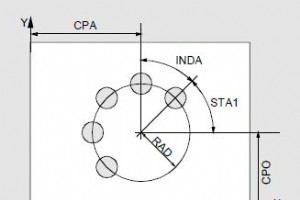
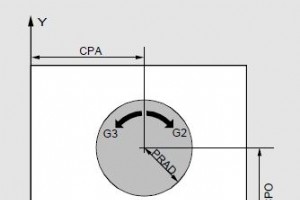
Sinumerik HOLES2 Lochkreis Mit dem Zyklus Sinumerik HOLES2 kann ein Lochkreis bearbeitet werden (BHC). Programmierung HOLES2 (CPA, CPO, RAD, STA1, INDA, NUM) Parameter Parameter Beschreibung CPA Mittelpunkt Kreis/Tasche, Abszisse (absolut) CPO Mittelpunkt Kreis/Tasche, Ordinate (absolut) RAD K
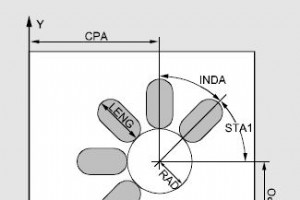
Sinumerik LONGHOLE Langlöcher auf einem Kreis Mit dem Sinumerik LONGHOLE-Zyklus können auf einem Kreis angeordnete Langlöcher hergestellt werden.Die Breite des Langlochs wird durch den Werkzeugdurchmesser bestimmt. Programmierung LONGHOLE (RTP, RFP, SDIS, DP, DPR, NUM, LENG, CPA, CPO, RAD, STA1, IN
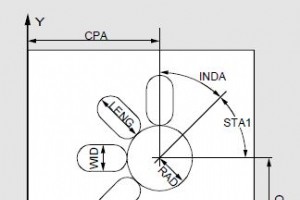
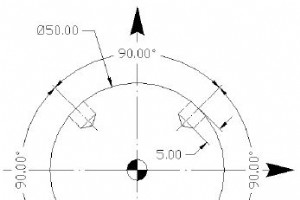
Sinumerik SLOT1 Slots auf einem Kreis Mit dem Zyklus Sinumerik SLOT1 können auf einem Kreis angeordnete Nuten hergestellt werden. Die Längsachse der Nuten ist radial ausgerichtet Im Gegensatz zum Langloch wird für die Nutbreite ein Wert vorgegeben.Sinumerik SLOT1-Zyklus ist ein kombinierter Schrupp
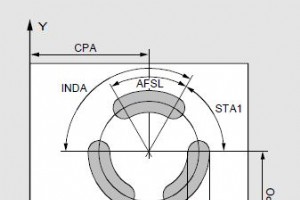
Sinumerik SLOT2 Umfangssteckplatz Mit dem Sinumerik SLOT2-Zyklus können auf einem Kreis angeordnete kreisförmige Nuten hergestellt werden.Der Sinumerik SLOT2-Zyklus ist ein kombinierter Schrupp-/Schlichtzyklus. Programmierung SLOT2 (RTP, RFP, SDIS, DP, DPR, NUM, AFSL, WID, CPA, CPO, RAD, STA1, INDA
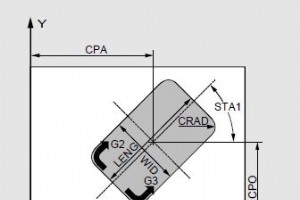
Sinumerik POCKET1 Rechtecktaschenfräsen Mit dem Zyklus Sinumerik POCKET1 können Rechtecktaschen an beliebiger Stelle in der Bearbeitungsebene hergestellt werden.Der Zyklus Sinumerik POCKET1 ist ein kombinierter Schrupp-/Schlichtzyklus. Programmierung POCKET1 (RTP, RFP, SDIS, DP, DPR, LENG, WID, CRA
Sinumerik POCKET2 Kreistaschenfräsen Mit Sinumerik POCKET2 cycle können Kreistaschen hergestellt werden.Sinumerik POCKET2 cycle ist ein kombinierter Schrupp-/Schlichtzyklus. Programmierung POCKET2 (RTP, RFP, SDIS, DP, DPR, PRAD, CPA, CPO, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF) Paramete
GTCNC-150iM-II G-Codes M-Codes GREAT-150iM-II oder GTCNC-150iM-II G-Codes M-Codes für Fräsmaschinen und Bearbeitungszentren G-Codes G-Code Beschreibung G00 Schnelle Positionierung G01 Lineare Interpolation G02 Kreis-/Schraubeninterpolation CW G03 Kreis-/Schraubeninterpolation CCW G33 Thread

GTCNC-60TT G-Codes M-Codes GREAT-60TT oder GTCNC-60TT G-Codes M-Codes für CNC-Drehmaschinen. G-Codes G-Code Beschreibung G00 Schnelle Bewegung G01 Lineare Interpolation G02 Kreisinterpolation CW G03 Kreisinterpolation CCW G33 Fadenschneiden G04 Verweilen G20 Eingabe im Zollformat G21 Eing

GTCNC-150iT-II G-Codes M-Codes GREAT-150iT-II oder GTCNC-150iT-II G-Codes M-Codes für CNC-Drehmaschine. G-Codes G-Code Beschreibung G00 Schnelle Positionierung G01 Lineare Interpolation G02 Helikale Interpolation CW G03 Helikale Interpolation CCW G33 Treten G04 Verweilen G17 X-Y-Ebene G18

CNC-Maschinensperre Die CNC-Maschinensperre ist eine sehr praktische Funktion zum Testen eines CNC-Programms, bevor ein Teil tatsächlich hergestellt wird. In der Maschinenverriegelung bleiben die Achsen auf ihren Positionen stationär, aber wenn sich ihre Positionen mit dem Programm auf dem Display

G87 Radialbohrzyklus Fanuc G87 Radial Drilling Cycle aktiviert den seitlichen Radialbohrzyklus mit angetriebenen Werkzeugen. Fanuc G87 Radialbohrzyklus funktioniert auf FANUC SERIE 21i/18i/16i-TA und kompatiblen CNC-Steuerungen. Beispiel Fanuc G87 Radialbohrzyklus-Programmierbeispiel Programmie
Fanuc G87 Radialbohrzyklus Fanuc G87 Radial Drilling Cycle aktiviert den seitlichen Radialbohrzyklus mit angetriebenen Werkzeugen. G87 Radialbohrzyklus Beispiel 4 Radialbohrungen 20 mm vom Werkstücknullpunkt entfernt N34 …(turning of component)N35 M37N36 G28 C0N37 T101 (RADIAL BIT)N38 G54N39 M30

Fanuc G87 Seitenbohr-Festzyklus Der Zyklus G87 Seitenbohren dient zum Bohren am Bauteildurchmesser/-seite mit angetriebenen Werkzeugen. Fanuc G87 Side Drilling Canned Cycle funktioniert auf FANUC Oi und kompatiblen CNC-Steuerungen. Programmierung G87 X F Q P R Parameter Parameter Beschreibung X
CNC-Maschine