Industrielle Fertigung
CNC-Maschine

Vollständige G-Code-Liste für Hust-Drehbank-CNC-Steuerungen.Eine gute Referenz für CNC-Maschinisten, die an CNC-Drehmaschinen mit Hust-CNC-Steuerungen arbeiten. Die folgende G-Code-Liste funktioniert auf folgenden und verwandten CNC-Steuerungen von HustH6C-T CNC-DrehmaschinensteuerungH4T Drehmaschi

Vollständige M-Code-Liste für CNC-Maschinisten, die an CNC-Drehmaschinen mit Hust H6C-T CNC-Steuerung arbeiten. Für Hust-CNC-G-Codes Hust CNC-Drehmaschinensteuerung G-Codeliste H4CL-T &H6C-THust CNC-G-Codeliste – CNC-Fräsmaschine H4M &H4CL-M Hust H6C-T CNC-Steuerung für Drehmaschine M-Codes für H
Hust CNC einfaches grundlegendes G-Code-Programmbeispiel, das den Unterschied zwischen G90 Absolute Coordinate &G91 Incremental Coordinate zeigt. Dieses Tutorial gilt auch für die meisten Fanuc-CNC-Steuerungen.Dies ist eine gute Ressource für CNC-Maschinisten und CNC-Programmierer auf Anfängernivea
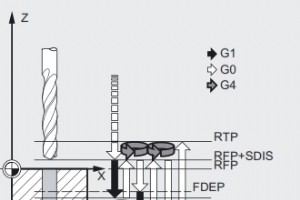
Siemens Sinumerik CYCLE83 Peck-Bohrzyklus macht Tieflochbohren einfach. Der sehr flexible Bohrzyklus gibt CNC-Maschinisten die volle Kontrolle über alle Aspekte von Tieflochbohraufgaben. CNC-Maschinisten können steuern, ob sie das Werkzeug jedes Mal zum Startpunkt für die Spanentfernung zurückziehe

CNC-Maschinenbauer, die gerne im ISO-Dialekt programmieren, können sich neue Maschinenkonfigurationen für SinuTrain for SINUMERIK Operate V4.4 Ed.2 herunterladen CNC-Zerspaner können SinuTrain for SINUMERIK Operate V4.4 Ed.2 um die neuen Beispielmaschinen erweitern Drehmaschine mit angetriebenem W
Ein sehr einfaches CNC-Programmbeispiel, das die Verwendung des Siemens Sinumerik CYCLE83 Deep Hole Peck Drilling Cycle zeigt. Siemens Sinumerik CYCLE83 Deep Hole Peck Drilling Cycle Übersicht CYCLE83(RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI) RTP Rückzugsebene (absolut)RFP
Die CNC-Steuerung von Heidenhain verwendet eine sehr einfache Methode, um absolute und inkrementelle Koordinaten zu referenzieren.Für absolute Koordinaten werden die Achsen normal referenziert. Koordinate) Für inkrementelle Koordinaten wird „I“ der Achse vorangestellt, auf die der CNC-Maschinist zu

Heidenhain M Codeliste für CNC-Maschinenbauer, die an CNC-Maschinen mit Heidenhain TNC 426 und ähnlichen CNC-Steuerungen arbeiten. Heidenhain M-Codeliste – TNC 426 Heidenhain-M-Code-Liste M Code FunktionM0 ProgrammstoppM1 Optionaler Stopp (Programmstopp nur bei opt. Stopp)M2

Hier ist eine kurze Geschichte der CNC-Steuerungen von Heidenhain im Laufe der Jahre. Geschichte der CNC-Steuerung von HEIDENHAIN 1968 VRZ 59.4 bidirektionaler Zähler für eine Achse 1974 HEIDENHAIN 5041 numerische Positionsanzeigeeinheit 1976 TNC 110 und TNC 120 numerische Positioniersteuerung
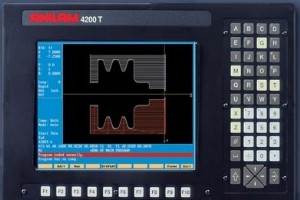
Anilam G-Code-Liste für CNC-Maschinisten, die an CNC-Drehmaschinen mit Anilam CNC-Steuerungen wie 4200T arbeitenMehr als ein G-Code kann pro Block angegeben werden.Wenn ein Block widersprüchliche G-Codes enthält, wird ein Fehler angezeigt Meldung erscheint. 4200T CNC-Steuerungen zum Drehen Anilam

ANILAM G-Code-Liste für CNC-Frässteuerungen wie 6000MG-Codes initiieren Bewegungsbefehle, Festzyklen und verschiedene Maschinen- und CNC-Funktionen.Mehr als ein G-Code kann pro Block angegeben werden. Wenn ein Block widersprüchliche G-Codes enthält, wird eine Fehlermeldung angezeigt. Anilam G-Code
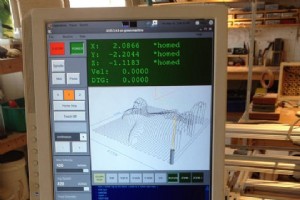
LinuxCNC ist ein Softwaresystem zur Computersteuerung von Werkzeugmaschinen wie Fräsmaschinen und Drehmaschinen.LinuxCNC ist freie Software mit Open-Source-Code.LinuxCNC bietet mehrere grafische Benutzeroberflächen, darunter eine für Touchscreens. G-Codes G-Code Beschreibung G0 Schnelle lineare B
Programmierbare Versatzeinstellung Haas G10 G-Code Haas G10 Programmierbare Versatzeinstellung Der G-Code ermöglicht dem Programmierer, Versätze innerhalb des Programms festzulegen. Die Verwendung von G10 ersetzt die manuelle Eingabe von Offsets (d. h. Werkzeuglänge und -durchmesser sowie Arbeitsko
Die Sandvik Coromant Insert Identifier App für iPhone, Android und Blackberry hilft Ihnen herauszufinden, welche Lösung von Sandvik Coromant dem Einsatz entspricht, den Sie derzeit verwenden. Es hilft Ihnen, wenn Sie sich nicht sicher sind, welche Sorten und Geometrien von Sandvik Coromant verfügbar
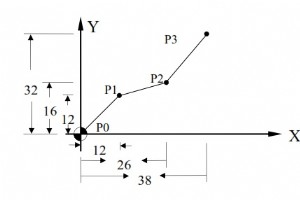
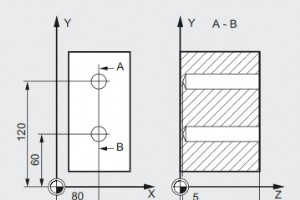
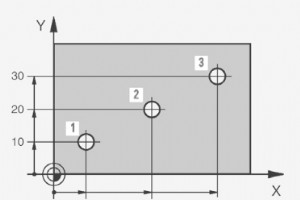
Was sind absolute Dimensionen (absolute Programmierung)? Bei Absolutmaßangabe oder Absolutprogrammierung beziehen sich die programmierten Positionen immer auf den Nullpunkt des aktuell gültigen Koordinatensystems (Werkstück-Nullpunkt). G90 Absolutmaße oder Absolutprogrammierung ist ein modaler G-C
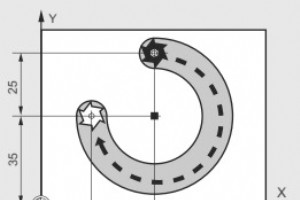
G90 Absolutmaße oder Absolutprogrammierung ist ein modaler G-Code. Siemens Sinumerik bietet einen AC-Befehl (nicht modale Absolutmaße) für den Zugriff auf die absolute Position der einzelnen Achse. Lesen Sie den vollständigen Artikel Sinumerik Absolute Dimensions G90 Modal and AC Non-modal Command.
Was ist Sinumerik MSG Command? Mit der Siemens Sinumerik MSG-Anweisung MSG() kann eine beliebige Zeichenkette aus dem Teileprogramm als Meldung an den Bediener ausgegeben werden. Diese Nachrichten können jeglicher Art sein, von Informationsnachrichten bis hin zu Nachrichten zur Anzeige kritischer
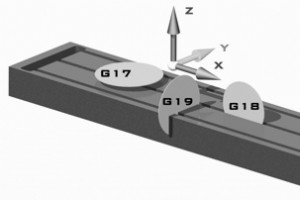
Ich habe nie G17 G18 G19 verwendet, auch wenn ich nicht weiß, wie diese G-Codes zur Ebenenauswahl funktionieren, aber ich arbeite trotzdem gut an meinen CNC-Fräs- und CNC-Drehmaschinen, warum? Bei CNC-Fräsmaschinen ist also die G17 X-Y-Ebene aktiv, wenn Sie die Maschine einschalten.Auf die gleiche W
Dieses Video zeigt mehrere CNC-Gewindefräsvorgänge mit einer Tormach PCNC 1100. Das Gewindefräsen wird sowohl in Stahl als auch in Aluminium mit einem 60-Grad-Einzelform-V-Fräser demonstriert.

Da CNC-Maschinen von Haas in der Lage sind, mehrere Werkzeugversätze und viele Arbeitsversätze zu halten, kann ein CNC-Maschinist so viele Werkzeugversätze und Arbeitsversätze verwenden, wie vom CNC-Programm benötigt werden. Filteroption für Haas-Werkzeugversätze und Arbeitsversätze Haas hat also e
CNC-Maschine