Industrielle Fertigung
CNC-Maschine

Verschieben eines bestimmten Werkzeugs entlang der gesteuerten Achse.
CNC-Speicher zum Speichern von Werkzeugkorrekturwerten.
Nummer, der die H- oder D-Adresse vorangestellt ist, um einen Werkzeugkorrekturwert anzugeben.
Versatzwert, der von den Funktionen Werkzeuglängenkompensation, Fräserkompensation und Werkzeugversatz verwendet wird.
Manueller Betrieb, bei dem ein Referenzwerkzeug und das zu messende Werkzeug nacheinander gegen einen festen Punkt an der Maschine gedrückt werden und die Längendifferenz zwischen den Werkzeugen als Werkzeuglängen-Offsetwert in der CNC eingestellt wird.
Ausgleich des Längenunterschieds zwischen dem bei der Programmierung angenommenen Werkzeug und dem Werkzeug, das für die tatsächliche Bearbeitung verwendet werden soll.
Prüfen, ob die Gesamtzahl der 1-Bits in einem Zeichen gerade oder ungerade ist.
Programm, das wiederholt vom Steuerteil eines anderen Programms aufgerufen werden kann.
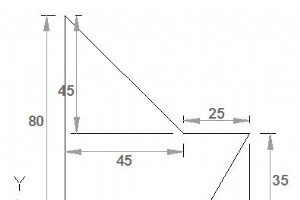
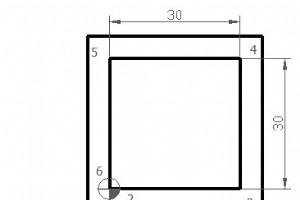
Eine sehr grundlegende Übung zur Programmierung von CNC-Fräsen für CNC-Maschinisten. Dieser CNC-Beispielcode zeigt die Verwendung von G90 Absolute Programmierung G91 Inkrementelle Programmierung CNC-Fräsprogrammierübung Verwendung von G90 Absolutprogrammierung G91 Inkrementalprogrammierung G90
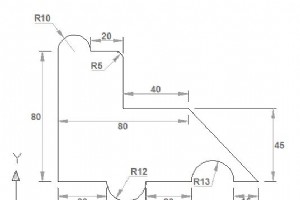
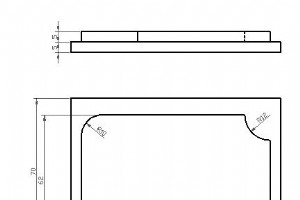
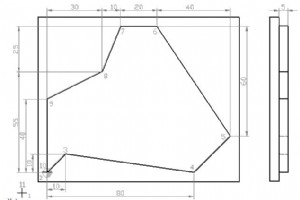
CNC-Fräsprogramm, um die Verwendung von zu zeigen G02 Kreisinterpolation im Uhrzeigersinn G03 Kreisinterpolation CCW CNC-Fräsprogramm CNC Fräsen G02 G03 Kreisinterpolation Programmierbeispiel G90 G01 X0 Y0X30G03 X54 R12G01 X82G02 X108 R13G01 X123X80 Y45X40Y75G03 X35 Y80 R5G01 X20G03 X0 Y80 R10G0

Vollständige Liste der M-Codes für Hurco-Drehmaschinen. CNC-Maschinen-M-Codes werden verwendet, um Maschinenfunktionen wie Spindeldrehung, Kühlmittel ein aus usw. zu steuern. Hurco CNC-Drehmaschine M-Codes für Hurco-Drehmaschinen M00 – Programmstopp M01 – Optionaler Stopp M02 – Programmende (kein

Yaskawa Yasnac J50 Alarmcodes vollständige Liste. Yaskawa Yasnac J50M CNC-Steuerung Yasnac J50-Alarmcodes 0 AUSSCHALTEN 1 ZR UNBEREIT (X) 2 ZR NICHT BEREIT (Y) 3 ZR NICHT BEREIT (Z) 4 ZR UNBEREIT (4) 10. FEHLER 11 TV-FEHLER 12 ÜBERLAUF (128 CH) 13 PROG.FEHLER (KEINE ADRESSE) 14 PROG.FEHLER (-, 0)
Ein sehr einfaches Beispiel für ein CNC-Fräsprogramm, das CNC-Maschinisten die Verwendung von Siemens Sinumerik-Fräsprogrammierkonzepten zeigt.Dieses Programm wurde für 4-Achsen-CNC-Fräsen geschrieben, wobei C für den Drehtisch verwendet wird Auch eine einfache CNC-Fräse kann dieses Programm ausführ

Yaskawa Yasnac 2000B vollständige Liste der Alarmcodes. Yasnac 2000B CNC-Steuerung Yasnac 2000B Alarmcodes 11 ÜBERMÄSSIGER TEMPERATURAUFSTIEG IN DER STEUERUNG 12 HORIZONTALER PARITÄTSFEHLER BAND 14 FORMATFEHLER 15 DATENFEHLER 16 OFFSET-FEHLER 17 PARAMETERVERGLEICHSFEHLER 21 ÜBERFAHRT 27 POSITIONS

Yaskawa Yasnac 2000G Alarmcodes vollständige Liste. CNC-Steuerung Yasnac 2000G Yasnac 2000G-Alarmcodes 11 ÜBERMÄSSIGER TEMPERATURAUFSTIEG IM PANEL 12 BAND-/SPEICHER-HORIZONTALE PARITÄTSFEHLER 13 VERTIKALER PARITÄTSFEHLER BAND 14 FORMATFEHLER 15 DATENFEHLER 16 OFFSET-FEHLER 17 PARAMETERFEHLER 18 B
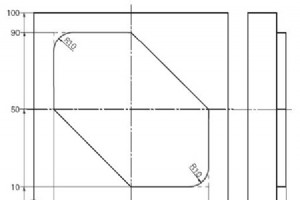
Programmierbeispiel für CNC-Fräsen mit Zeichnung, die zeigt, wie G41 Fräserradiuskompensation links wird in einem CNC-Fräsprogramm verwendet. CNC-Fräsprogramm (G41 Fräserradiuskompensation links) CNC-Fräsprogramm mit G41 Fräserradiuskompensation links N10 T2 M3 S447 F80N20 G0 X112 Y-2N30 Z-5N40 G4
Fräserradiuskompensation Beispielprogramm zeigt, wie G41, G40 in einem CNC-Fräsprogramm verwendet werden kann. Der in diesem Programm verwendete Schneidekompensationscode lautet: G41 Fräserradiuskompensation links G40 Fräserradiuskompensation abbrechen Beispiel für Fräserradiuskompensation G41
Vertikale Bearbeitungszentren sind ein wesentlicher Bestandteil einer CNC-Maschinenwerkstatt. Hier ist also ein Beispiel für die Programmierung eines vertikalen Bearbeitungszentrums für CNC-Maschinisten, die gerade mit dem Erlernen der CNC-Programmierung begonnen haben. Programmierbeispiel für ein v
Copyright:Spec Engineering CNC-Präzisionsbearbeitung In der verarbeitenden Industrie werden CNC-Maschinen zur Herstellung von Produkten eingesetzt, die von chirurgischen Implantaten und Instrumenten bis hin zu Teilen für Flugzeuge reichen. Seiten:1 2 3 4 5 6
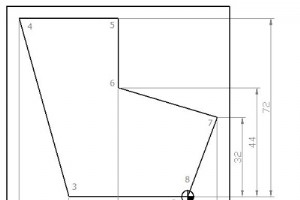
Diese Übung zur CNC-Fräserprogrammierung gibt Ihnen eine bessere Vorstellung davon, wie Sie das Zeichnen verstehen und wie Sie die genauen Koordinaten jedes Zeichnungspunkts finden .Dieses Programm ist für eine 4-Achsen-CNC-Fräse geschrieben, wobei die C-Achse für den Drehtisch verwendet wird.3-Achs
CNC-Maschine