Industrielle Fertigung
CNC-Maschine

Vollständige Liste der Yasnac MX1-Alarmcodes. CNC-Steuerung Yasnac MX1 Yasnac MX1-Alarmcodes 0 AUSSCHALTEN 1 ZR UNBEREIT (X) 2 ZR NICHT BEREIT (Y) 3 ZR NICHT BEREIT (Z) 4 ZR UNBEREIT (4) 5 ZR UNBEREIT (5) 10. FEHLER 11 TV-FEHLER 12 ÜBERLAUF (128CH) 13 PROG.FEHLER (KEINE ADRESSE) 14 PROG FEHLER (”

Vollständige Liste der Yasnac MX2-Alarmcodes. Yasnac MX2 CNC-Steuerung Yasnac MX2-Alarmcodes 0 AUSSCHALTEN 1 ZR UNBEREIT (X) 2 ZR NICHT BEREIT (Y) 3 ZR NICHT BEREIT (Z) 4 ZR UNBEREIT (4) 5 ZR UNBEREIT (5) 10. FEHLER 11 TV-FEHLER 12 ÜBERLAUF (128 CH) 13 PROG.FEHLER (KEINE ADRESSE) 14 PROG.FEHLER (

Yasnac MX3 Alarmcodes vollständige Liste. CNC-Steuerung Yasnac MX3 Yasnac MX3-Alarmcodes 1 ZR UNBEREIT (X) 2 ZR NICHT BEREIT (Y) 3 ZR NICHT BEREIT (Z) 4 ZR UNBEREIT (4) 5 ZR UNBEREIT (5) 10. FEHLER 11 TV-FEHLER 12 ÜBERLAUF (128 CH) 13 PROG.FEHLER (KEINE ADRESSE) 14 PROG FEHLER („-“, „0“) 15 PROG.
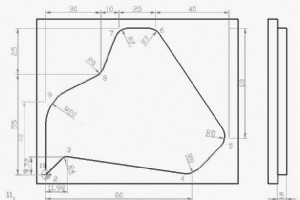
Siemens Sinumerik 810 Programmierbeispiel, um zu zeigen, wie CNC-Maschinisten Eckenradien bearbeiten können. Die CNC-Steuerung Sinumerik 810 verwendet U+ für den Radius (siehe Beispiel unten).Die CNC-Steuerung Sinumerik 810 verwendet U- für die Fase.U muss ein beliebiger positiver numerischer Wert

802C ist eine Low-End-Sinumerik-Steuerung von Siemens. 3-Achsen und Spindel. Schnittstelle zu Servos ist analog. RS232C für Dateiübertragung. China ist der OEM-Zielmarkt und die Benutzergemeinschaft. Siemens Sinumerik 802C Sinumerik 802C / 802S /802D Handbücher CNC-Maschinisten können Siemens S

Wie Siemens Sinumerik 802C, jedoch mit Schnittstelle zu Schrittantrieben Siemens Sinumerik 802S Sinumerik 802C / 802S /802D Handbücher CNC-Maschinisten können Siemens Sinumerik 802C/802S/802D-Programmier-Bedienungsanleitungen kostenlos von der Siemens-Website herunterladen,Sinumerik 802C/802S/802
DIN steht für „Deutsches Institut für Normung“. CNC-bezogene DIN-Normen DIN 66025-1 Numerische Steuerung von Maschinen, Format; allgemeine Anforderungen DIN 66025-2 Industrielle Automatisierung; Numerische Steuerung von Maschinen; Format, vorbereitende und sonstige Funktionen Din 66025 NC-Progr

Yaskawa Yasnac 3000G Alarmcodes vollständige Liste. Yaskawa Yasnac 3000G Yasnac 3000G-Alarmcodes 11 ÜBERMÄSSIGER TEMPERATURAUFSTIEG IM PANEL 12 BAND-/SPEICHER-HORIZONTALE PARITÄTSFEHLER 13 VERTIKALER PARITÄTSFEHLER BAND 14 FORMATFEHLER 15 DATENFEHLER 16 OFFSET-FEHLER 17 PARAMETERFEHLER 18 BANDSPE
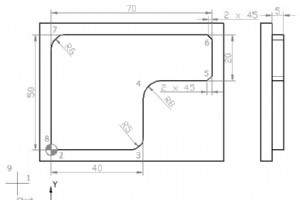
Siemens Sinumerik 810 CNC-Mühlen-Programmierbeispiel, das zeigt, wie CNC-Maschinisten Radius und Fase bearbeiten/programmieren können. Sinumerik 810 Radius-/Fasenprogrammierung U+-Werte werden für die Radiusprogrammierung verwendet.U--Werte werden für die Fasenprogrammierung verwendet. Sinumerik 81
Wenn die Reset-Taste gedrückt wird, wird die Teileprogrammausführung gestoppt und die Programmausführung kehrt zum Anfang des Programms zurück.Das Programm wird nicht neu gestartet, ohne dass die NC-Starttaste gedrückt wird.
Siemens Sinumerik REPOSition steht für Neupositionierung. REPOSition ist eine Betriebsart der Numerischen Steuerung. Wenn ein Werkzeug bricht oder der Bediener aus irgendeinem Grund die Programmausführung und den Auftrag von der Kontur unterbrechen muss, kann das Werkzeug im REPOSition-Modus zur Kon
Siemens Sinumerik Markierung für das Ende des Unterprogramms. Im Gegensatz zu M17, M02 und M30 können Sie bei RET das Ziel der Rückgabe angeben.
FANUC-Abkürzung für Fuji Automatic Numerical Control . Verwandt: Wie Fanuc CNC-Steuerungen Fräsen Drehen Schleifen benannt werdenFanuc-Programmierung lernen

Yaskawa Yasnac LX1 vollständige Liste der Alarmcodes. Yasnac LX1 CNC-Steuerung Yasnac LX1-Alarmcodes 1 ZR UNBEREIT (X) 2 ZR UNBEREIT (Z) 5 ZURÜCKSETZEN UNBEREIT (NACH DER BEARBEITUNG) 10. FEHLER 11 TV-FEHLER 12 ÜBERLAUF (128 CH) 13 PROG.FEHLER (KEINE ADRESSE) 14 PROG FEHLER (” -, ” .”) 15 PROG.FE

Yaskawa Yasnac LX2 Alarmcodes vollständige Liste. CNC-Steuerung Yasnac LX2 Yasnac LX2-Alarmcodes 1 ZR UNBEREIT (X) 2 ZR UNBEREIT (Z) 5 ZURÜCKSETZEN UNBEREIT (NACH DER BEARBEITUNG) 10. FEHLER 11 TV-FEHLER 12 ÜBERLAUF (128 CH) 13 PROG.FEHLER (KEINE ADRESSE) 14 PROG FEHLER (” – ”, ” . “) 15 PROG.FEH

Yaskawa Yasnac LX3 vollständige Liste der Alarmcodes. CNC-Steuerung Yasnac LX3 Yasnac LX3-Alarmcodes 1 ZR UNBEREIT (X) 2 ZR UNBEREIT (Z) 5 ZURÜCKSETZEN UNBEREIT (NACH DER BEARBEITUNG) 10. FEHLER 11 TV-FEHLER 12 ÜBERLAUF (128 CH) 13 PROG.FEHLER (KEINE ADRESSE) 14 PROG FEHLER („-“, „.“) 15 PROG.FEH
Dies ist eine Artikelserie für CNC-Maschinisten / Programmierer, um die Konzepte und Programmiermethoden der Kreisinterpolation zu erklären ein Muss, um zu lernen, wie man diese Bögen, Radien und Kreise programmiert, und auch um die grundlegenden Konzepte, Grundlagen des Kreises und der Kreisinterpo

Fanuc 21 Alarmcodes vollständige Liste. (Fanuc 21 Modell B) CNC-Steuerung der Fanuc-Serie 21-T Fanuc 21 Alarmcodes 0 BITTE STROM AUSSCHALTEN 1. PARITÄTSALARM 2 TV-PARITÄTSALARM 3 ZU VIELE ZIFFERN 4 ADRESSE NICHT GEFUNDEN 5 KEINE DATEN NACH ADRESSE 6 ILLEGALE VERWENDUNG VON NEGATIVZEICHEN 7 UNZULÄ
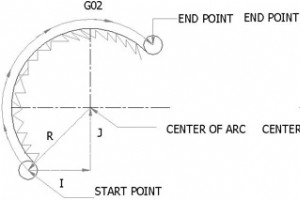
2. Teil der Serie Circular Interpolation Concepts &Programming, dieser Artikel erklärt die erforderlichen Informationen zum Programmieren/Bearbeiten von Zirkularinterpolation auf einer CNC-Maschine und wie CNC-Maschinisten Zirkularinterpolation mit dem R (Radius) programmieren können. Weitere Teile

Wie NC-Start. CYCLE START wird verwendet, um die Ausführung des ausgewählten Programms zu starten. Es wird verwendet, um die Ausführung von NC-Sätzen im MDI-Puffer zu initiieren. Siehe den grünen Knopf unten, SIEMENS SINUMERIK 808D Steuerung
CNC-Maschine