Industrielle Fertigung
CNC-Maschine

Gleich wie Zyklusstart. Mit NC-Start wird die Ausführung des ausgewählten Programms gestartet. Es wird verwendet, um die Ausführung von NC-Sätzen im MDI-Puffer zu initiieren. Siehe den grünen Knopf unten, SIEMENS SINUMERIK 808D Steuerung

Verwenden Sie Inbusschlüssel in der richtigen Größe Verwenden Sie immer Inbusschlüssel in der richtigen Größe, um eine Schraube zu öffnen, andernfalls könnte der Schraubenkopf beschädigt werden, und in diesem Fall müssen Sie zusätzliche Zeit und Mühe aufwenden, um diese beschädigte Kopfschraube zu

RESET nach Program Edit auf Fanuc TC Bei CNC-Maschinen mit FANUC TC CNC-Steuerung (z. B. Gildemeister NEF 560) müssen CNC-Maschinenbauer immer daran denken, vor dem Drücken von CYCLE START die RESET-Taste zu drücken, falls sie Änderungen an ihrem CNC-Teileprogramm vornehmen.

Milltronics Centurion 7 Vollständige Liste der Milltronics Centurion 7 Preparatory Functions (G CODES). Milltronics Centurion 7 Preparatory Functions (G CODES) werden verwendet, wenn der CNC-Bediener den Centurion 6/7 im Textmodus oder MDI-Modus programmiert. Sie werden auch von Centurion-Konversa

Milltronics G Code für CNC-Maschinisten, die an CNC-Drehmaschinen mit CNC-Steuerungen von Milltronics arbeiten. Sie könnten G-Codes für Milltronics Centurion 7 CNC-Steuerung lesen. Milltronics Centurion 7 G-Code-Liste Milltronics CNC-Steuerung Milltronics G-Code für Drehmaschinen G-Code Funktion

Vollständige Liste der Milltronics M-Codes für CNC-Maschinisten, die an CNC-Drehmaschinen mit Milltronics CNC-Steuerung arbeiten. Milltronics M-Codes für Drehmaschinen Milltronics M-Codes für Drehmaschinen M-Code Funktion M00 Programmstopp M01 Optionaler Stopp M02 Ende des Programms M30 Progra

Vollständige G-Code-Liste von Milltronics für CNC-Maschinisten, die an CNC-Fräsmaschinen mit Milltronics-CNC-Steuerung arbeiten. Das könnte dir gefallen Milltronics G-Code für Drehmaschinen Milltronics M-Codes für Drehmaschinen Milltronics Centurion 7 G-Codeliste Milltronics G-Codes für Bearbei

Vollständige Milltronics M-Codes für Milltronics-Bearbeitungszentren. Lesen Sie für Milltronics M-Code für Drehmaschinen Milltronics M-Codes für Drehmaschinen Milltronics M-Codes für Bearbeitungszentren Milltronics M-Codes für Bearbeitungszentren M-Code Funktion M00 Programmstopp M01 Optionaler
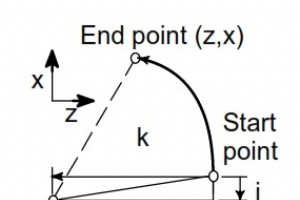
Fanuc-Kreisinterpolation Fanuc-Kreisinterpolationsbefehle (G-Codes G02, G03) werden verwendet, um ein Werkzeug entlang eines Kreisbogens zu bewegen.G02 – Kreisinterpolation im Uhrzeigersinn.G03 – Kreisinterpolation gegen den Uhrzeigersinn. Wie programmiert man Kreisinterpolation? Auf CNC-Drehmasch

CNC-Maschinisten, die an CNC-Maschinen mit Mitsubishi CNC-Steuerungen (MITSUBISHI CNC 700/70 Serie) arbeiten, können Handbücher für Mitsubishi CNC-Steuerungen kostenlos herunterladen. CNC-Steuerung der Mitsubishi M70-Serie Mitsubishi CNC-Handbücher Laden Sie die Mitsubishi CNC-Handbücher von der

Vollständige Mitsubishi-CNC-G-Code-Liste für CNC-Maschinisten, die an CNC-Bearbeitungszentren mit Mitsubishi-CNC-Steuerungen (700/70-Serie) arbeiten. Mitsubishi CNC-Handbücher CNC-Maschinisten können Mitsubishi CNC-Handbücher kostenlos herunterladen fürMitsubishi CNC 700/70 Serie Programmierhandbuc

Mitsubishi G-Codes für CNC-Drehmaschinen mit Mitsubishi CNC-Steuerungen (Mitsubishi 700/70 Series). Mitsubishi G-Codes für Bearbeitungszentren sind hier gelistet Mitsubishi CNC G-Codes – Bearbeitungszentren 700/70 Serie Mitsubishi-Handbücher CNC-Maschinisten können Mitsubishi CNC-Handbücher kosten

Fanuc M-Codes für Fadal-Bearbeitungszentren mit CNC-Steuerungen der FANUC-Serie 18i–MB5. Fadal Bearbeitungszentrum Fanuc M-Codes M00 Programmstopp M01 Optionaler Programmstopp M02 Programmende M30 Programmende M98 Unterprogrammaufruf M99 Ende des Unterprogramms M03 Spindelstart vorwärts im U

Liste der Fanuc-Alarmcodes Fanuc-Alarmcodes für CNC-Maschinisten. Fanuc-Steuerung Diese Fanuc-Alarme gelten für folgende Fanuc-CNC-Steuerungen 0i Modell A 0i/0iMate-Modell B 16/18 Modell PB 16/18 Modell C 16i/18i Modell A 16i/18i Modell B 16iL Modell A 20i 21 Modell B 21i Modell A 21i Modell B 21

Haas-Alarmcodes (Fehlercodes) für CNC-Maschinisten. Haas-Alarmcodes Haas-Alarmcodes 101 – KOMM. FEHLER BEI MOCON/MOCON-SPEICHERFEHLER 102 – SERVOS AUS 103 – X-SERVO-FEHLER ZU GROSS 104 – Y-SERVO-FEHLER ZU GROSS 105 – Z-SERVO-FEHLER ZU GROSS 106 – EIN SERVOFEHLER ZU GROSS 107 – NOT-AUS 108 – X-SER
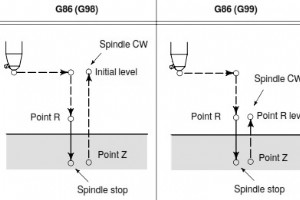
G86 Bohrzyklus Der Fanuc G86-Bohrzyklus wird zum Bohren des Lochs/der Löcher verwendet.Das Werkzeug fährt mit Vorschub zum Boden des Lochs und zieht sich dann mit Eilgang aus dem Loch zurück. G86 Bohrzyklusformat G86 X Y Z R F K Parameter X Y – Bohrpositionsdaten.Z – Bohrtiefe (absolut).R – Werkze

Vollständige Liste der G-Codes für Tormach Duality Lathe. Drehmaschine Tormach PCNC Duality Die Duality-Drehmaschine wird auf dem Tormach PCNC 1100-Bett montiert und verwandelt Ihre CNC-Fräsmaschine in eine leichte CNC-Drehmaschine für Prototypen und kleine Drehprojekte. Tormach PCNC Duality-Dreh

Tormach M-Codes, diese M-Codes funktionieren mit folgenden Tormach PCNC Brenner PCNC 1100 Brenner PCNC 770 Tormach PCNC Duality-Drehmaschine Tormach PCNC 1100 Tormach-M-Codes M-Code Bedeutung M0 Programmstopp M1 Optionaler Programmstopp M2 Programmende M3 Spindel im Uhrzeigersinn drehen M4

Tormach G04 Dwell Der Tormach G04 Verweilbefehl hält die Achsen für die durch P angegebene Zeitspanne in Sekunden unbewegt G04 Verweilzeit G04 Verweil-G-Code-Format G04 P Tormach G04 Verweilbeispiel Eine halbe Sekunde verweilen G04 P0.5 Hinweis Tormach G04 Dwell P-Wert kann nicht negativ einges

Vollständige Liste der Siemens Sinumerik 808D G-Codes für CNC-Maschinisten/CNC-Programmierer, die im ISO-Dialektmodus arbeiten. CNC-Maschinisten könnten es mögen Siemens Sinumerik 808D Handbücher Kostenloser Download von SINUMERIK 808D auf dem PC (Sinumerik 808D-Schulungssoftware) Siemens Sinumeri
CNC-Maschine