Industrielle Fertigung
CNC-Maschine

Haas M35 KÜHLMITTELHAHN POSITION OBEN M35 KÜHLMITTELHAHN POSITION OBEN, SENKEN (-1) M35 verringert die Position des Kühlmittelzapfens um eine Stelle nach oben.Durch das Verringern der Position des Zapfens bewegt sich der Zapfen nach oben in Richtung der Ausgangsposition des Zapfens. Die Ausgangspos

Programmierbare Kühlmitteldüse von Haas Drehen Sie den Kühlmittelhahn nicht von Hand. Es kommt zu schweren Motorschäden. Verwendung der programmierbaren KühlmitteldüseHaas-Alarm 196 KÜHLMITTELHAHN FEHLERM34 KÜHLMITTELHAHN POSITION UNTENM35 KÜHLMITTELHAHN POSITION OBEN

Programmierbare Kühlmitteldüse von Haas Die vertikalen und horizontalen CNC-CNC-Bearbeitungszentren (VMCs und HMCs) von Haas sind mit einer programmierbaren Kühlmitteldüse (P-Cool) erhältlich, die das Kühlmittel automatisch genau auf den Schnittbereich für jedes Werkzeug richtet. Seiten:1 2 3 4
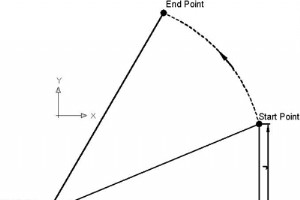
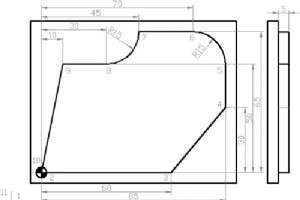
Der vierte Teil der Reihe Circular Interpolation Concepts &Programming erklärt, wie ein CNC-Programm für einen Bogen erstellt werden kann, wenn der Bogenradius (R) nicht direkt angegeben ist. Weitere Teile dieses Artikels lesen Kreisinterpolationskonzepte und -programmierung, Teil 1 (Konzepte) Kr
Dieser Artikel ist der fünfte Teil der Circular Interpolation Concepts &Programming-Reihe und erläutert die Verwendung von G90 Absolute Programmierung G91 Inkrementelle Programmierung mit CNC-Programmbeispielcode, der sowohl G90/G91 erklärt Weitere Teile dieses Artikels lesen Kreisinterpolatio

Eine Werkzeugmaschine, die hauptsächlich dreht, aber über angetriebene Werkzeuge (eine Spindel auf dem Revolverkopf) für Fräsoperationen verfügt. Aus Software-Sicht wird ein Drehzentrum durch die Fähigkeit der NC ermöglicht, Durchlicht- und Zylindertransformationen durchzuführen. Auch der moderne Sp
Der Markenname für numerische Steuerungen von Siemens. Der Name der Organisationseinheit von Siemens, die numerische Steuerungen entwickelt und herstellt.
6. Teil der Circular Interpolation Concepts &Programming Series, dieser Artikel erklärt die Verwendung der Circular Interpolation, am Ende werden zwei Übungen für CNC-Maschinisten gegeben, um zu programmieren, anzuwenden und zu testen, was sie in dieser Artikelserie gelernt haben. Weitere Teile die
Haas-Drehmaschinen-Programmierbeispiel zur Veranschaulichung der Verwendung und Programmierung des Haas G72 Typ I Schruppbearbeitungszyklus / G70-Schlichtzyklus.Der obige Code funktioniert auch auf CNC-Drehmaschinen mit Fanuc-CNC-Steuerung mit geringen oder keinen Änderungen.Alle G-Codes / M-Codes,
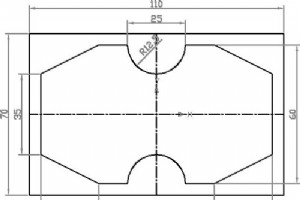
Dieses Programmierbeispiel für Kreisinterpolation zeigt Ihnen, was Kreisinterpolation ist und wie sie programmiert wird. Bevor Sie diese Übung durchführen, müssen Sie zuerst Zirkuläre Interpolationskonzepte und -programmierung lesen Artikel (siehe unten). Nachdem Sie die Artikel gelesen haben, werd
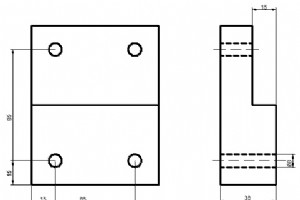
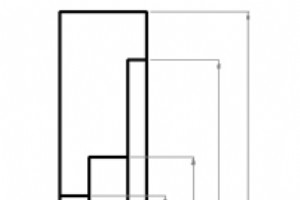
G81 Bohrzyklus Programmbeispiel, das zeigt, wie ein Stufenblock wirtschaftlich gebohrt werden kann.Der CNC-Programmcode ist selbsterklärend, es wird keine komplexe Technik verwendet. G81 Zweistufiger Bohrblock G81 Zweistufiger Bohrblock N10 T4 M6 (TWIST DRILL 8”)N15 G90 G54 G00 X15 Y15N20 S1000
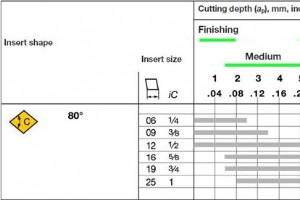
Das folgende Bild stammt aus dem Sandvik Coromant Turning Tools – General Turning Catalogue.Die folgende Tabelle zeigt Vorschub- und Schnitttiefen für die Schlicht- bis Schruppbearbeitung Sandvik Coromant Empfehlungen für mehrere allgemeine Wendeschneidplatten, z. CNMG, DNMG, RNMG, SNMG, TNMG, VNMG,
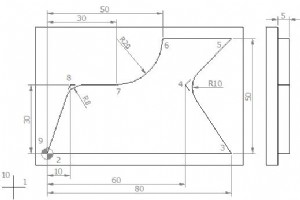
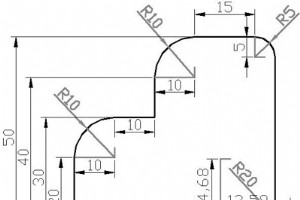
Diese Beispielzeichnung sieht zwar etwas komplex aus, ist aber sehr einfach zu programmieren. Bevor Sie diese Übung durchführen, müssen Sie erst Artikel über Zirkularinterpolation lesen Artikel zu Zirkularinterpolationskonzepten und -programmierung Kreisinterpolationskonzepte und -programmierung,
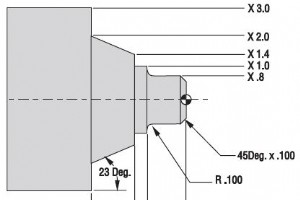
Ein vollständiges CNC-Programmierbeispiel mit ID/OD (Drehen/Bohren) für CNC-Maschinisten, die an einer CNC-Drehmaschine arbeiten. Ein Muss zum Lernen/Üben für diejenigen, die CNC-Programmierung lernen. Der zusätzliche Vorteil dieses Programmierbeispiels besteht darin, dass in diesem Programmierbeis

CNC-Maschinisten, die an CNC-Dreh-/Fräsmaschinen mit ProtoTRAK-CNC-Steuerungen arbeiten, können Handbücher für ihre Steuerungen kostenlos von der Southwestern Industries-Website herunterladen. canuckmachineworks.ca ProtoTRAK-Handbücher ProtoTRAK-Handbücher können von der Southwestern Industries Web
Wie richte ich eine CNC-Fräsmaschine ein? Bevor Sie diese Frage „So richten Sie eine CNC-Fräsmaschine ein“ beantworten, müssen viele Faktoren berücksichtigt werden. Ist die Maschine eine vertikale oder horizontale Maschine? Wie viele Achsen hat die Maschine? Was ist die Kapazität des Werkzeugrevo
Fanuc-Programmierbeispiel, das die Verwendung mehrerer Fanuc-Festzyklen in der CNC-Programmierung zeigt. Die folgenden Festzyklen werden in diesem Programmierbeispiel für CNC-Drehmaschinen verwendet G71 Schruppdrehzyklus G72 Plandrehzyklus G70 Finish-Zyklus Fanuc G71 für langweiligen Betrieb Dies
Haas-Mühle Wie viel wissen Sie über Ihre Haas-Mühle? Hier ist eine Reihe von Fragen zu den Mühleneinstellungen von Haas, damit Sie testen können, wie gut Sie Ihre Haas-Mühle intern kennen. Haas-Seriennummer Wie lautet die Seriennummer Ihrer Haas-Steuerung und wo ist sie in den Haas-Einstellungen au
Prüfen, ob die Gesamtzahl der Zeichen in einem Block (beginnend unmittelbar nach einem Blockendecode und endend am nächsten Blockendecode) gerade oder ungerade ist.
Zurückziehen eines Werkzeugs aus dem Werkstück, damit das Werkzeug während der Bearbeitung ausgetauscht werden kann (falls es gebrochen ist) oder der Bearbeitungszustand überprüft werden kann, und anschließend das Werkzeug neu positioniert wird, um die Bearbeitung wieder aufzunehmen.
CNC-Maschine