Industrielle Fertigung
CNC-Maschine

Dieses Video zeigt Ihnen, wie Sie mit Tormach ScanCAD Shareware und einer billigen handelsüblichen USB-Kamera beginnen, Ihre Fräse in ein 2D-Scan- und Messsystem zu verwandeln. Erste Schritte mit CNC Scanner In diesem Video scannt der CNC-Maschinist ein Bauteil und bearbeitet es anschließend.Erzä

CNC-Maschinisten können CERATIZIT-Schneidwerkzeugkataloge kostenlos von der CERATIZIT-Website herunterladen. Alle CERATIZIT-Kataloge sind in mehreren Sprachen verfügbar, wie Englisch, Französisch, Deutsch, Italienisch, Japanisch, Chinesisch, Russisch, Spanisch usw. CERATIZIT Drehkatalog CERATIZIT

Fanuc G73 Hochgeschwindigkeits-Peck-Bohrzyklus Der Fanuc G73 Hochgeschwindigkeits-Peck-Bohrzyklus führt Hochgeschwindigkeits-Peck-Bohren durch. Es führt einen intermittierenden Schneidvorschub bis zum Boden eines Lochs durch, während Späne aus dem Loch entfernt werden. Der Hochgeschwindigkeits-Peck

Fanuc G74 Linksgängiger Peck-Tapping-Zyklus Fanuc G74 wird zum Linksgewindebohren auf CNC-Fräsen verwendet. Gewindebohren mit Fanuc G74-Gewindebohrzyklus wird durch Drehen der Spindel gegen den Uhrzeigersinn durchgeführt.Für einen vollständigen Artikel über Fanuc G74-Gewindebohrzyklus lesen Sie G74
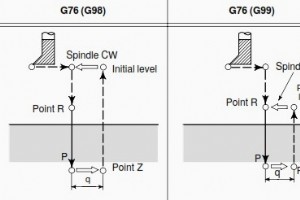
Fanuc G76 Feinbohrzyklus Fanuc G76 Fine Boring Cycle bohrt ein Loch präzise. Wenn der Bohrungsgrund erreicht ist, stoppt die Spindel und das Werkzeug wird von der bearbeiteten Oberfläche des Werkstücks weggefahren und zurückgezogen. Der Fanuc G76 Feinbohrzyklus wird auch als Fanuc G76 Feinbohrzyklu

Video, das ein horizontales Bohrwerk zeigt, das einen G76-Bohrzyklus ausführt Fanuc G76 Feinbohrzyklus Fanuc G76 Fine Boring Cycle bohrt ein Loch präzise. Wenn der Bohrungsgrund erreicht ist, stoppt die Spindel und das Werkzeug wird von der bearbeiteten Oberfläche des Werkstücks wegbewegt und zurüc
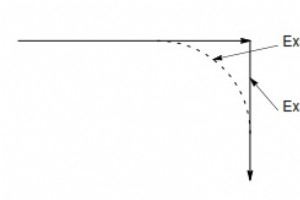
G09 Genauer Stopp wird mit vielen Namen bezeichnet wieExakter StoppAchse auf Null verzögernPräzisionskurvenfahrt G09 Genauer Halt G09 Exact Stop oder Precision Cornering Der G-Code bremst die Achsen am Ende des Satzes, in dem er programmiert ist, auf Nullgeschwindigkeit ab. Nach dem Stoppen beschle

Hurco M-Code Hurco M-Codes (Sonstige Funktionen) bewirken maschinenbezogene Aktionen (z. B. Kühlmittelsteuerung und Werkzeugwechsel).Mehrere M-Codes können innerhalb eines NC-Satzes verwendet werden. Hurco M-Codeliste – CNC-Fräse Hurco M-Codeliste Nachfolgend finden Sie eine vollständige Hurco M
Vollständige Liste der M-Codes der Centroid M-Serie. M-Code werden verwendet, um spezielle Aktionen in CNC-Programmen auszuführen. Schwerpunkt M-Code – CNC-Fräse (M-Serie) Centroid M-Series Bedienungsanleitung CNC-Maschinisten können die Centroid M-Series Bedienungsanleitung kostenlos herunterla

Schwerpunkt G10 – Parametereinstellung Centroid G10 G-Code ermöglicht es dem CNC-Maschinisten, Parameter für verschiedene Programmoperationen einzustellen. Viele Maschinenparameter können auch mit dem Centroid G10 G-Code eingestellt werden. Schwerpunkt G10 – Parametereinstellung Schwerpunkt G10

Eine vollständige Liste der Haas M-Codes.Alle M-Codes werden aktiviert oder bewirken eine Aktion, nachdem alles andere in einem Block abgeschlossen wurde.Nur ein M-Code ist pro Block in einem Programm zulässig.Wenn neben einem M-Code eine (Einstellungsnummer) aufgeführt ist, bezieht sich diese Einst

Haas Mill-Handbuch CNC-Maschinisten können das Haas-Mühlenhandbuch kostenlos von der Haas-Website herunterladen.Das Haas-Mühlenhandbuch enthält vollständige CNC-Betriebs- und Programmierdetails.CNC-Maschinisten können das Haas-Drehmaschinenhandbuch und das kostenlose Haas-CNC-Drehmaschinenhandbuch

Siemens Sinumerik CYCLE82 Bohren Senken Zyklus.Sinumerik CYCLE82 funktioniert auf Sinumerik 840D, 810D, 808D und auf ähnlichen Sinumerik CNC-Steuerungen. Sinumerik CYCLE82 Beispielprogramm Für ein vollständiges CNC-Programmierbeispiel, das die Verwendung des Sinumerik CYCLE82 Drilling Counterboring
Ein CNC-Programmierbeispiel zur Veranschaulichung der Verwendung und Funktionalität des Siemens Sinumerik 840D CYCLE82 Drilling Counterboring Cycle.Sinumerik CYCLE82 Drilling Counterboring Cycle funktioniert auf Siemens Sinumerik CNC-Steuerungen wie, Sinumerik 840D Sinumerik 810D Sinumerik 808D u
Sinumerik CYCLE81 Bohr-, Zentrierzyklus für CNC-Zerspaner, die an CNC-Dreh-/Drehmaschinen mit Siemens Sinumerik CNC-Steuerung arbeiten. Der Bohrzyklus CYCLE81 funktioniert auf Sinumerik 840D, Sinumerik 808D und ähnlichen CNC-Steuerungen. Sinumerik CYCLE81 Bohrzyklus für CNC-Fräse Für CNC-Mas
CNC-Programmierbeispiel für CNC-Maschinisten, die an CNC-Dreh-/Drehmaschinen mit Siemens Sinumerik 840D/808D CNC-Steuerungen arbeiten.Einfach zu erlernendes und verständliches CNC-Programm. Siemens Sinumerik CYCLE81 ist ein Bohrzyklus, der in den folgenden Artikeln sehr kurz beschrieben wird.CNC
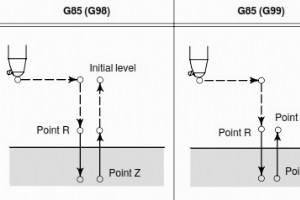
Der Fanuc G85-Bohrzyklus wird auch als Fanuc G85-Reaming-Zyklus bezeichnet.Der Fanuc G85-Bohrzyklus kann für den Reibvorgang verwendet werden. Fanuc G85 Bohrzyklus – Reibzyklus Werkzeug fährt mit Vorschub auf Endtiefe und fährt mit Vorschub die Rückzugsebene zurück. Fanuc G85 Bohrzyklusformat G85 X
One-Shot-G-Codes Ein One-Shot-G-Code ist nur in dem CNC-Programmblock wirksam, in dem er programmiert ist.Sobald das Programm mit der Ausführung des nächsten Blocks beginnt, ist er nicht mehr wirksam. Lernen Sie die G-Code-Programmierung Beispiel für One-Shot-G-Codes G4 Dwell ist ein One-Shot-G-

Modale G-Codes Ein modaler G-Code ist ein G-Code, der im CNC-Programm wirksam bleibt, bis ein anderer G-Code in derselben Gruppe angetroffen (programmiert) wird. Jedem G-Code ist eine Gruppe zugeordnet, es kann immer nur ein G-Code der zugeordneten Gruppe im CNC-Programm aktiv sein. WieG00, G01,

Hust-CNC-G-Code-Liste für CNC-Maschinisten, die an CNC-Fräsen mit Hust-CNC-Steuerungen arbeiten. Der folgende G-Code funktioniert weiter, Hust CNC H4M, Hust cnc H4CL-M und zugehörige Hust cnc-Frässteuerungen. Hust CNC G-Code-Liste – CNC-Fräse Hust-CNC-G-Code-Liste – CNC-Fräse G-Code Funkti
CNC-Maschine