Industrielle Fertigung
CNC-Maschine

Heidenhain M-Codes (Sonstige Funktionen) für Heidenhain TNC 640/530/410/426/430/320 Heidenhain TNC 320 Heidenhain-M-Codes M-Code Beschreibung M0 Programmablauf stoppen (Spindel STOP, Kühlmittel AUS) M1 Optionales Programm STOP (Spindel STOP, Kühlmittel AUS) M2 Programmablauf stoppen (Spindel ST

Vollständige Auflistung der Fehlercodes für NUM CNC-Steuerungen NUM 1000/1020/1040/1050/1060 T und G CNC-Steuerung NUM 1060 NUM CNC-Steuerungsfehler Verschiedene Fehler und Maschinenfehler Fehler Nr. Bedeutung des Fehlers 1 Unbekanntes Zeichen / Achse vom System nicht erkanntZu viele Ziffern nach

Alle Spindeln, die länger als 4 Tage im Leerlauf waren, müssen vor dem Betrieb über 6.000 U/min einem Temperaturwechsel unterzogen werden. Dadurch wird eine mögliche Überhitzung der Spindel durch Schmiermittelablagerungen verhindert. Dieses 20-minütige Aufwärmprogramm bringt die Spindel langsam auf
CNC-Programmbeispielcode mit Zeichnung, um zu zeigen, wie ein Bogen auf einer CNC-Fräsmaschine gefräst werden kann.G02 Kreisinterpolation im Uhrzeigersinn mit I &J wird für die Bogenbearbeitung verwendet. G2 Zirkularinterpolation CW G2 X... Y... I... J... Parameter Beschreibung X Koordinaten des En

Vollständige Liste der G- und M-Codes für Okuma-Drehmaschinen für CNC-Maschinisten, die an Okuma-CNC-Drehmaschinen arbeiten. Okuma CNC-Drehmaschine OSP-P200L Okuma-Drehmaschinen-G-Codes G-Code Beschreibung G00 Positionierung G01 Lineare Interpolation G02 Kreisinterpolation (CW) G03 Kreisinterp

Vollständige Okuma Mill G- und M-Code-Liste für CNC-Maschinisten, die an Okuma CNC-Fräsmaschinen arbeiten. Okuma-Mühle OSP-P200M Okuma Mill G-Codes G-Code Beschreibung G00 Positionierung G01 Lineare Interpolation G02 Kreisinterpolation – Spiralförmiges Schneiden (CW) G03 Kreisinterpolation – H

Fanuc 21i Model A Alarmcodes für CNC-Maschinisten. Fanuc 21i Model A Alarmcodes Fanuc 21i Model A Alarme Programmfehler (P/S-Alarm) Programmfehler /Alarme zu Programm und Betrieb (P/S-Alarm) 0 BITTE STROM AUSSCHALTEN 1. PARITÄTSALARM 2 TV-PARITÄTSALARM 3 ZU VIELE ZIFFERN 4 ADRESSE NICHT GEFUNDEN

Fanuc 21i Alarmcodes für CNC-Maschinisten. Fanuc 21iMB Fanuc 21i-Alarme Programmfehler (P/S-Alarm) Programmfehler /Alarme zu Programm und Betrieb (P/S-Alarm) 0 BITTE STROM AUSSCHALTEN 1. PARITÄTSALARM 2 TV-PARITÄTSALARM 3 ZU VIELE ZIFFERN 4 ADRESSE NICHT GEFUNDEN 5 KEINE DATEN NACH ADRESSE 6 ILL

Fanuc 16i 18i Alarmcodes für CNC-Maschinisten. Dieser Fanuc-Alarmcode gilt für folgende Fanuc-CNC-Steuerungen Fanuc 16i/18i Modell A Fanuc 16i/18i Modell B Fanuc 16iL Modell A Fanuc 16iP Modell A Fanuc 16iP/18iP Modell B FANUC 18i-MB Fanuc 16i 18i Alarme Programmfehler (P/S-Alarm) 0 BITTE STRO
Vollständiges CNC-Programmierbeispiel für Maschinisten, die an einer Drahterodiermaschine (Electrical Discharge Machining) arbeiten CNC-Drahtschnitt-Einführung Das Drahterodieren, auch bekannt als Funkenerosion, ist ein Prozess, bei dem ein elektrisch erregter dünner Draht verwendet wird, um Metall

Vollständige Auflistungen des G-Codes für verschiedene CNC-Fräs-/Drehmaschinensteuerungen. Der G-Code mehrerer CNC-Steuerungen wird mit Artikeln und Programmierbeispielen beschrieben. G-Code für CNC-Dummys CNC-Maschinen-G-Codes G-Codes und M-Codes für CNC-Maschinen – CNC-Fräsen und -Drehen Fanuc

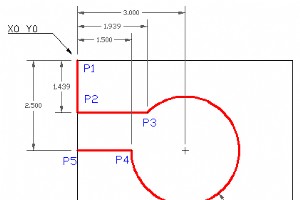
CNC-Programmbeispiel zum Schneiden von Quincunx auf einer CNC-Plasmaschneidsteuerung.Dieses Programmbeispiel ist in G91-Inkrementalprogrammierung programmiert. Was ist eine CNC-Plasmaschneidemaschine Plasmaschneiden Plasmaschneiden ist ein Verfahren, das verwendet wird, um Stahl und andere Metalle

Fanuc-Spindelalarmcodes und Fanuc-Spindelantriebsfehler. Fanuc AC-Spindelantrieb Modell A06B-6052-H002 AC-Spindelantriebsfehler Alarmliste für A06B-6052-Hxxx Alarmliste für die folgenden Laufwerke: Modell 1 A06B-6052-H001 Modell 2 A06B-6052-H002 Modell 3 A06B-6052-H003 Alarm # LED-Anzeige In

Sechskantschlüssel oder Inbusschlüssel für CNC-Maschinisten Ein Inbusschlüssel (auch als Sechskantschlüssel oder Inbusschlüssel oder Inbusschlüssel bekannt) hat einen sechseckigen Querschnitt, um auf Schraubenköpfe mit sechseckigen Aussparungen zu passen. Seiten:1 2 3 4 5 6 7 8 9 10 11 12
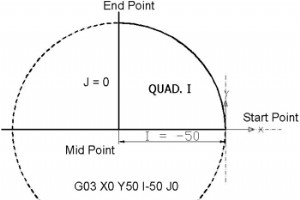
3. Teil der Multi-Series Articles „Circular Interpolation Concepts &Programming“.Dieser Teil erklärt kurz, wie CNC-Maschinisten Berechnen und Programmieren können Kreisinterpolation G02 G03 unter Verwendung von I J und K . Weitere Teile dieses Artikels lesen Kreisinterpolationskonzepte und -progr
Haas M88 Durchgangsspindelkühlmittel ein Der M88-Code wird verwendet, um die Option für die Kühlmittelzufuhr durch die Spindel (TSC) einzuschalten, ein M89 schaltet die Kühlmittelzufuhr aus.Vor der Verwendung des TSC-Systems muss das richtige Werkzeug mit Durchgangsbohrung vorhanden sein. Wenn Sie
Haas M89 Durchgangsspindel-Kühlmittel aus M89 wird verwendet, um die Option Through the Spindle Coolant (TSC) auszuschalten. Wenn M89 aufgerufen wird, stoppt die Spindel und die TSC-Pumpe schaltet ab. Schaltet die Spülung für die in Parameter 237 angegebene Zeitdauer ein und schaltet dann die Spülu

Haas M95 Schlafmodus Der Schlafmodus ist im Wesentlichen eine lange Verweildauer (Pause). Der Schlafmodus kann verwendet werden, wenn der Benutzer möchte, dass sich das Gerät aufwärmt, damit es bei der Ankunft des Bedieners einsatzbereit ist. Programmierung Das Format des M95-Befehls ist: M95 (h
Haas M109 INTERAKTIVE BENUTZEREINGABE Mit dem M109-M-Code kann ein G-Code-Programm eine kurze Aufforderung (Nachricht) auf dem Bildschirm platzieren. Eine Makrovariable im Bereich von 500 bis 599 muss durch einen P-Code angegeben werden. Das Programm kann nach jedem Zeichen suchen, das über die Tas

Haas M34 KÜHLMITTELHAHN POSITION UNTEN M34 KÜHLMITTELHAHN POSITION UNTEN, ERHÖHEN (+1) M34 Inkrementiert die aktuelle Zapfenposition um eine Stelle nach unten.Das Erhöhen der Zapfenposition bewirkt, dass sich der Zapfen von der Ausgangsposition um eine Stelle nach unten bewegt. Die Ausgangspositi
CNC-Maschine