Industrielle Fertigung
CNC-Maschine
Einreichen von:Brian Zeichnung/Bild CNC-Programm %O0001(PROGRAM#)(PROGRAM NAME - PART1)(SAMPLE PART)N1( 1” FLAT ENDMILL TOOL )T1 M6M1N100 G0 G90 G54 X-1. Y0. S3056 M3G43 H1 Z.1 M8 T2(PROFILE)G1 Z-1. F24.4G41 D51 X-.5Y1.75G2 X.25 Y2.5 I.75G1 X3.5G2 X4.5 Y1.5 J-1.G1 Y.75G2 X3.25 Y-.5 I-1.25G1 X0.G2 X
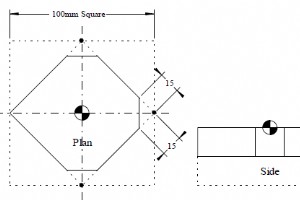
Einreichen von:Brian Zeichnung/Bild CNC-Programm 0 BEGIN PGM 10103 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 1 L+0 R+104 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 CHF 1511 L X+50 Y+012 CHF 1513 L X+0 Y-5014 CHF 1515 L X-50 Y+
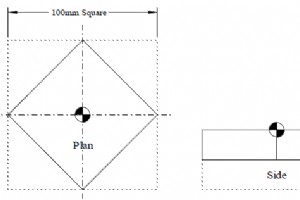
Einreichen von:Brian Zeichnung/Bild CNC-Programm 0 BEGIN PGM 10102 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-20 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 L X+50 Y+011 L X-50 Y+012 L X-50 Y+013 DEP ?14 TOOL CALL 015 L M616 M30

Einreichen von:Brian Zeichnung/Bild CNC-Programm 0 BEGIN PGM 10104 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M37 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 RND R1511 L X+50 Y+012 RND R1513 L X+0 Y-5014 RND R1515 L X-50 Y+016 DEP

Haas-Parameterliste (Fräse/Drehmaschine) für CNC-Maschinisten, die an Haas-CNC-Drehmaschine/-Fräsmaschine arbeiten. Parameter sind selten modifizierte Werte, die den Betrieb der Maschine verändern. Dazu gehören Servomotortypen, Übersetzungsverhältnisse, Geschwindigkeiten, gespeicherte Hubbegrenzung

Wenn Ihre Haas-CNC ein Problem hat, z. B. sich nicht einschalten lässt/von selbst ausschaltet/Tastaturtöne ausgibt, finden Sie hier einige Schritte zur Fehlerbehebung, die Sie unternehmen können. Bevor Sie fortfahren WARNUNG:Einige mechanische und elektrische Wartungsverfahren können extrem gefährl

Mazak INTEGREX M-Codeliste für CNC-Maschinenbauer.Sonstige Funktion (M-Code) für die Mazak INTEGREX 300/400-III/III T/IIIS/IIIST Mazak M-Codeliste M-Codes Beschreibung M00 Programmstopp M01 Optionaler Halt M02 Programmende M03 Normale Drehung der Spindel M04 Spindelrücklauf M05 Spindelstopp
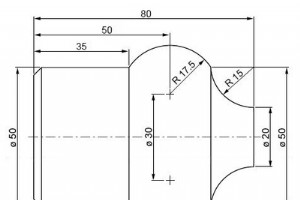
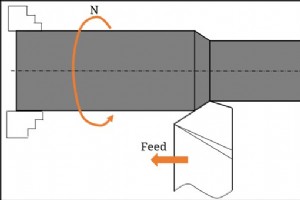
CNC-Programmbeispiel, um zu zeigen, wie zwei kombinierte Kreisbögen mit G02 G03 für eine CNC-Drehmaschine programmiert werden können. Der erste Bogen wird mit G02 R programmiert, der zweite Bogen jedoch mit G03 I K G02 G03 Programmierbeispiel G02 G03 Programmierbeispiel N50 G00 X20 Z85N60 G96 S20

Mazak G-Code-Liste für CNC-Maschinisten, die an Mazak INTEGREX 300/400-III/III T/IIIS/IIIST CNC-Maschinen arbeiten. Mazak-G-Codes G-Code Funktion G00 Positionierung G01 Lineare Interpolation G01.1 Gewindeschneiden mit C-Achsen-Interpolation G02 Kreisinterpolation (CW) G03 Kreisinterpolation (

Mazak G-Code-Liste für CNC-Maschinisten, die an MAZAK-Bearbeitungszentren arbeiten. Mazak G-Codeliste G-Code Funktion G00 Positionierung G01 Lineare Interpolation G01.1 Gewindeschneiden mit C-Achsen-Interpolation G02 Kreisinterpolation (CW) G03 Kreisinterpolation (CCW) G02.1 Spiralinterpolat

Mazak plc Alarmliste für CNC-Maschinisten. Alarmliste für den Mazak INTEGREX 300/400-II Weitere Alarmlisten von Mazak finden Sie auf den folgenden Seiten. Mazak-System-/Laufwerksfehler ( Nr. 1 – Nr. 99, Nr. 1000 – Nr. 1099 ) Mazak CNC-Maschinensteuerungsfehler (Nr. 100 – Nr. 199, Nr. 1100 – Nr.
Mach3 m Codeliste für CNC-Maschinisten. Diese Mach3-m-Codes funktionieren sowohl beim Fräsen als auch beim Drehen. Mach3 M-Codes M-Code Bedeutung M0 Programmstopp M1 Optionaler Programmstopp M3 Programmende M3/4 Spindel im Uhrzeigersinn/gegen den Uhrzeigersinn drehen M5 Spindeldrehung stoppen
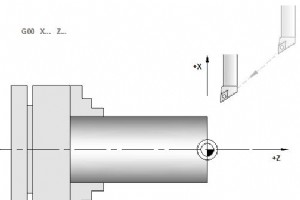
Haas G00 Eilgangpositionierung – Haas Drehmaschine Der G-Code G00 wird verwendet, um die Maschinenachse mit maximaler Geschwindigkeit zu bewegen. G00 wird hauptsächlich verwendet, um die Maschine vor jedem Vorschubbefehl (Schneidbefehl) schnell an einem bestimmten Punkt zu positionieren (alle Bewegu
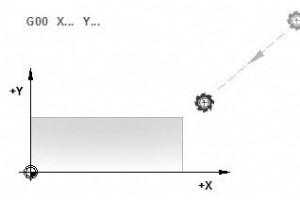
Haas G00 Eilgangpositionierung – Haas Mill Der G-Code G00 wird verwendet, um die Maschinenachse mit maximaler Geschwindigkeit zu bewegen. G00 wird hauptsächlich verwendet, um die Maschine vor jedem Vorschubbefehl (Schneidbefehl) schnell an einem bestimmten Punkt zu positionieren (alle Bewegungen wer

Fanuc 15i Alarme/Fehler für CNC-Maschinisten. Fanuc 15i-Alarme Programmfehler/Alarme (P/S-Alarm) Programmfehler /Alarme zu Programm und Betrieb (P/S-Alarm) PS001 AXIS CONTROL MODE ILLEGAL PS003 ZU VIELE ZIFFER PS006 UNZULÄSSIGE VERWENDUNG DES MINUSZEICHENS PS007 UNZULÄSSIGE VERWENDUNG DES DEZIMA

Fanuc 11.10.12 Alarm-/Fehlercodes für CNC-Maschinisten. Fanuc 11.10.12 Alarmcodes Programmfehler/Alarme (P/S-Alarm) Programmfehler /Alarme zu Programm und Betrieb (P/S-Alarm) PS003 ZU VIELE ZIFFER PS006 ILLEGALE VERWENDUNG VON NEGATIVEN WERTEN PS007 UNZULÄSSIGE VERWENDUNG DES DEZIMALZEICHENS PS0
Fanuc Serie 15 Alarme / Fehler für CNC-Maschinisten. Fanuc Serie 15 Alarme Programmfehler/Alarme (P/S-Alarm) Programmfehler /Alarme zu Programm und Betrieb (P/S-Alarm) PS003 ZU VIELE ZIFFER PS006 UNZULÄSSIGE VERWENDUNG DES MINUSZEICHENS PS007 UNZULÄSSIGE VERWENDUNG DES DEZIMALZEICHENS PS010 FALSC

Selca CNC 4000/3000-Serie steuert G-Funktionen/G-Codes für CNC-Maschinisten, die an CNC-Maschinen mit Selca-CNC-Steuerungen arbeiten. Diese Selca G-Funktionen funktionieren auf folgenden Selca-CNC-Steuerungen, Selca S4000-Serie – S4040, S4040, S4045P, S4060D Selca S3000-Serie – S3040, S3045, S3045

CNC-Maschinisten, die an CNC-Fräs-/Drehmaschinen mit D.Electron Z32-CNC-Steuerung arbeiten, können D.Electron Z32-Programmierhandbücher kostenlos von der D.Electron-Website herunterladen (Link unten angegeben). D.Electron Z32 CNC-Handbücher Verfügbare Sprachen Diese Z32-CNC-Programmierhandbücher
NUM 1020/1040/1060T G Codeliste für CNC-Maschinisten, die an CNC-Drehmaschinen mit NUM-CNC-Steuerungen arbeiten. NUM 1020/1040/1060T G-Codes G-Code Beschreibung G00 Hochgeschwindigkeits-Linearinterpolation G01 Lineare Interpolation mit programmiertem Vorschub G02 Kreisinterpolation im Uhrzeiger
CNC-Maschine


![Die Top 10 der professionellen SLA-3D-Drucker, die Sie in Betracht ziehen sollten [2018]](https://www.mfgrobots.com/article/uploadfiles/202112/2021122116042738_S.jpg)