

Industrielle Fertigung
CNC-Maschine

NUM 1020/1040/1060M G-Codes für CNC-Maschinisten, die an CNC-Fräsen mit NUM-CNC-Steuerungen arbeiten. NUM 1020/1040/1060M G-Codes G-Code Beschreibung G00 Hochgeschwindigkeits-Linearinterpolation G01 Lineare Interpolation mit programmiertem Vorschub G02 Kreisinterpolation im Uhrzeigersinn mit pr

NUM 1020/1040/1060M CNC-M-Codes für CNC-Maschinisten, die an CNC-Fräsen mit NUM-CNC-Steuerungen arbeiten. NUM 1020/1040/1060M M-Codes M-Code Beschreibung M00 Programmstopp M01 Optionaler Halt M02 Programmende M03 Spindeldrehung im Uhrzeigersinn M04 Spindeldrehung gegen den Uhrzeigersinn M05

Okuma OSP-P300S/P300L Alarm-P-Liste.Für CNC-Maschinenbauer, die an CNC-Maschinen mit Okuma-CNC-Steuerungen arbeiten. Klassifizierung von Okuma-Alarmen Alarme im Zusammenhang mit dem OSP werden in fünf Typen eingeteilt: Alarm P (unten aufgeführt) Alarm A Alarm B Wecker C Alarm D FEHLER Unten si

Okuma OSP-P300S/P300L Alarm-A-Liste.Für CNC-Maschinisten, die an CNC-Maschinen mit Okuma-CNC-Steuerungen arbeiten. Klassifizierung von Okuma-Alarmen Alarme im Zusammenhang mit dem OSP werden in fünf Typen eingeteilt: Alarm P Alarm A (unten aufgeführt) Alarm B Wecker C Alarm D FEHLER Unten sind

NUM 1020/1040/1060T M-Code-Liste für CNC-Maschinisten, die an CNC-Drehmaschinen mit NUM 1020/1040/1060T CNC-Steuerungen arbeiten. NUM 1020/1040/1060M M-Codes M-Code Beschreibung M00 Programmstopp M01 Optionaler Halt M02 Programmende M03 Spindeldrehung im Uhrzeigersinn M04 Spindeldrehung gegen

Bosch CC 100 M CNC-Steuerung G-Code und vollständige M-Code-Liste für CNC-Maschinisten, die an CNC-Fräsen mit BOSCH CC 100 CNC-Steuerung arbeiten. G-Codes Bosch CC 100 M G-Code Beschreibung G0 Positionierung im Eilgang G1 Lineare Interpolation mit programmiertem Vorschub G3 Kreisinterpolation i

CNC-Maschinisten, die an CNC-Dreh-/Fräsmaschinen mit BOSCH-CNC-Steuerungen arbeiten, können Bosch-CNC-Steuerungshandbücher kostenlos von der Boschrexroth-Website herunterladen. Handbücher für CNC-Steuerungen von Bosch Handbücher für folgende Bosch-Steuerungen sind verfügbar, Bosch CC 220 Bosch C
Fanuc G72.1 Rotationskopie Unter Verwendung von G72.1 Rotational Copy G-Code kann eine durch ein Unterprogramm spezifizierte Figur wiederholt mit Rotation produziert werden Bewegung. Programmierung G72.1 P... L... X... Y... R... Parameter Parameter Beschreibung P Unterprogrammnummer L Wie oft der
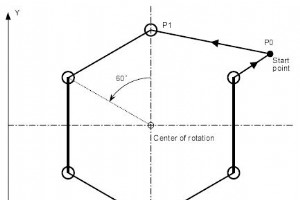
Fanuc G72.1 Rotationskopie Programmierbeispiel, G72.1 G-Code wird verwendet, um wiederholt eine Figur mit Rotationsbewegung zu erzeugen. Fanuc G72.1 Rotationskopie Mit G72.1 Rotational Copy G-Code kann eine von einem Unterprogramm spezifizierte Figur wiederholt mit Rotationsbewegung produziert werd
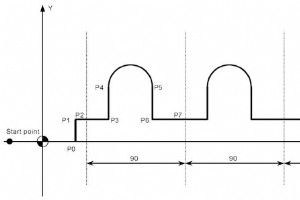
Fanuc G72.2 Lineare Kopie Mit G72.2 Linear Copy G-Code kann eine von einem Unterprogramm vorgegebene Figur wiederholt mit Linear produziert werden Bewegung. Programmierung G72.2 P... L... I... J... Parameter Parameter Beschreibung P Unterprogrammnummer L Wie oft der Vorgang wiederholt wird Ich Ve
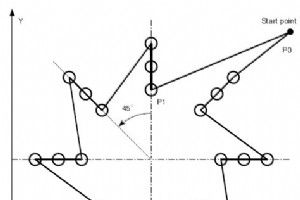
Dieses CNC-Programmbeispiel zeigt, wie sowohl G72.1- als auch G72.2-Figurenkopierfunktionen einander in einem Teileprogramm aufrufen können, lesen Sie die nachstehenden Programmierhinweise sorgfältig durch. Programmierung Fanuc G72.1 Rotationskopie Mit G72.1 Rotational Copy G-Code kann eine durch e

Okuma OSP-P300S/P300L Alarm-B-Liste.Für CNC-Maschinenbauer, die an CNC-Maschinen mit Okuma-CNC-Steuerungen arbeiten. Klassifizierung von Okuma-Alarmen Alarme im Zusammenhang mit dem OSP werden in fünf Typen eingeteilt: Alarm P Alarm A Alarm B (unten aufgeführt) Wecker C Alarm D FEHLER Unten si

Haas M00 Stoppprogramm Der M00-Code wird verwendet, um ein Programm zu stoppen. Haas M00 stoppt die Äxte Spindel schaltet das Kühlmittel ab (einschließlich Kühlmittel durch die Spindel) Der nächste Block (Block nach M00) wird hervorgehoben, wenn er im Programmeditor angezeigt wird. Durch Drück

Haas M01 Optionaler Programmstopp M01 funktioniert genauso wie M00, außer dass die optionale Stoppfunktion aktiviert sein muss. M-Code-Daten Modal/Nicht-Modal Mühle/Drehmaschine Modal Beides Programmieren M00 Haas M00 Arbeitsvideo Verwandte Einstellungen 17 – Opt-Stop-Sperre 39 – Signalt
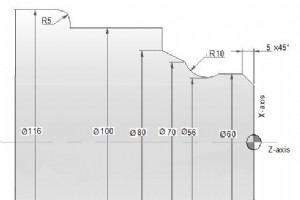
Leicht verständliches Programmierbeispiel für CNC-Drehzentren/CNC-Drehmaschinen für CNC-Maschinisten, die an CNC-Drehzentren/CNC-Drehmaschinen arbeiten. CNC-Drehzentrum-Programmierbeispiel N10 T03 D03 M06N20 G97 S900 M04N30 G00 G42 X40 Z5N40 G92 S3500N50 G96 S250N60 G01 X60 Z-5 F0.1N70 Z-15N80 X5

M-Code-Liste der Doosan MX-Serie für CNC-Maschinisten/Programmierer. M-Codes für obere und untere Einheit sind angegeben. CNC der Doosan MX-Serie Diese Liste von M-Codes funktioniert für die folgenden CNC-Maschinen,Doosan PUMA-Serie MX2000, MX2000L/T/LT/S/LS/LST MX2500, MX2500L/T/LT/S/LS/LST MX300
M-Code-Liste der Doosan TT-Serie für CNC-Maschinisten/Programmierer. M-Codes für obere und untere Einheit sind angegeben. CNC der Doosan TT-Serie Diese Liste von M-Codes funktioniert für die folgenden CNC-Maschinen,Doosan PUMA-Serie TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY M-Code-Liste der

Alarmliste für CNC-Bearbeitungszentren/CNC-Drehmaschinen der Doosan MX-Serie. CNC der Doosan MX-Serie Alarme funktionieren für die folgenden CNC-Maschinen,Doosan PUMA-Serie MX2000, MX2000L/T/LT/S/LS/LST MX2500, MX2500L/T/LT/S/LS/LST MX3000, MX3000S Alarmliste der Doosan MX-Serie Alarm-Nr. Nachr

Alarmliste für CNC-Bearbeitungszentren/CNC-Drehmaschinen der Doosan TT-Serie. CNC der Doosan TT-Serie Alarme funktionieren für die folgenden CNC-Maschinen, Doosan PUMA-Serie TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY Alarmliste der Doosan TT-Serie Alarm Nachricht 2001 OB NOTTASTER GEDRÜCKT O
Der Teil eines Werkzeugkorrekturwerts, der zur Kompensation des Werkzeugverschleißes verwendet wird.
CNC-Maschine

Ein neuseeländischer Kunde verbessert unsere CNC-Fräse mit innovativen kundenspezifischen Modifikationen

Kielträger-Demonstrator aus geschweißtem thermoplastischem Verbundwerkstoff erreicht

Erfahren Sie mehr über die Fertigungsindustrie:Definition, Prozess und Typen
Neonlampenschaltung:Was ist sie und wie funktioniert sie?

