Industrielle Fertigung
CNC-Maschine

Festlegen eines verbotenen Bereichs in der CNC für ein Werkzeug, Abbremsen des Werkzeugs bis zum Stopp und Ausgeben eines Alarms, wenn das Werkzeug im Begriff ist, in den verbotenen Bereich einzudringen.
Siehe „Gespeicherte Hubprüfung“
Hubbegrenzungsprüfung durchgeführt, bevor die in einem Block angegebene Bewegung gestartet wird.

Physikalisch gesehen ist die CNC-Drehmaschine eine einfache Drehmaschine mit einer damit ausgestatteten CNC-Steuertafel. Intern wird die gesamte Funktionalität der CNC-Drehmaschine über die CNC-Steuerung gesteuert. Das könnte Ihnen gefallen:Was ist CNC? eine CNC-Maschinenperspektive für Neulinge in
CNC-Drehmaschinenteile sind sehr kurz mit Bildern beschrieben, die hier weiter oben beschrieben wurden Einführung in CNC-Drehmaschinen, Hauptteile und ihre Funktionen Jetzt ist es also an der Zeit zu testen, was Sie über CNC-Drehmaschinenteile gelernt haben, also fangen wir an CNC-Drehmaschinentei
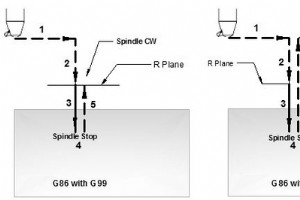
Der Bohrzyklus G86 wird zum Bohren eines Lochs verwendet. Syntax G86 X... Y... Z... R... F... K... Parameter Beschreibung X Lochposition in x-Achse. J Lochposition in Y-Achse. Z Tiefe, Gewindebohren von der R-Ebene zur Z-Tiefe. R Position der R-Ebene. K Anzahl der Zykluswiederholungen (falls er
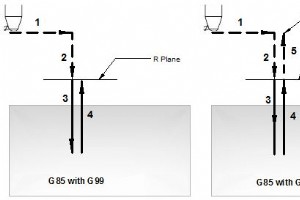
Der Bohrzyklus G85 wird zum Bohren eines Lochs verwendet. Syntax G85 X... Y... Z... R... F... K... Parameter Beschreibung X Lochposition in x-Achse. J Lochposition in Y-Achse. Z Tiefe, Gewindebohren von der R-Ebene zur Z-Tiefe. R Position der R-Ebene. K Anzahl der Zykluswiederholungen (falls er
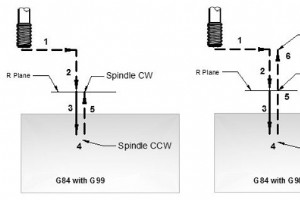
Der G84-Gewindeschneidzyklus führt einen Gewindeschneidvorgang durch. Das Gewindebohren wird durch Drehen der Spindel im Uhrzeigersinn durchgeführt. Wenn der Boden des Lochs erreicht ist, wird die Spindel zum Zurückziehen in die entgegengesetzte Richtung gedreht. Diese ganze Operation erzeugt Thread
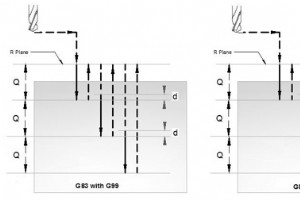
Der G83-Peck-Bohrzyklus führt den Bohrvorgang in mehreren Schritten durch. Diese Technik macht das Tieflochbohren einfach und wirtschaftlich. Der Schnittvorschub erfolgt intermittierend bis zum Grund des Lochs, während die Späne ausgetragen werden. Da das Bohren bis zum Grund des Lochs mit Vorschu
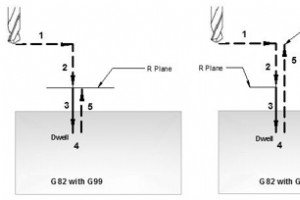
G82-Bohrzyklus wird auch G82-Senkbohrzyklus genannt. G82 ist ein normaler Bohrzyklus, der einzige Unterschied besteht darin, dass er für eine bestimmte Zeit am Boden des Lochs verweilt und normalerweise für genaues Tiefenbohren verwendet wird. Syntax G82 X... Y... Z... R... P... F... K... Parameter
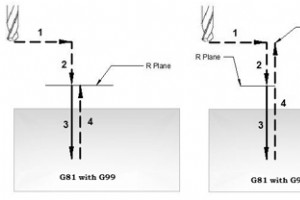
Der Bohrzyklus G81 wird für einfache Bohr-/Anbohrvorgänge verwendet. Syntax G81 X... Y... Z... R... K... F... Parameter Beschreibung X Lochposition in x-Achse. J Lochposition in Y-Achse. Z Tiefe, Werkzeug bewegt sich mit Vorschub auf Z-Tiefe ausgehend von der R-Ebene. R Position der R-Ebene. K
M-Code sind CNC-Programmanweisungen, die dem CNC-Maschinisten/Programmierer helfen, CNC-Maschinenhardware wie Spannfutter, Reitstock, Pinole, Kühlmittel zu steuern. Hier sind M-Codes aufgeführt, die hauptsächlich auf CNC-Drehmaschinen/Fräsmaschinen mit Fanuc-CNC-Steuerung verwendet werden. Fanuc M-C
CNC-Maschinen arbeiten, indem sie die Befehle oder Anweisungen (G-Codes / M-Codes) befolgen, die im Teileprogramm angegeben sind. Hier sind G-Codes für die CNC-Steuerung von Fanuc, die ein CNC-Maschinist benötigt, um die CNC-Programmierung verstehen zu lernen. Fanuc G-Code-Liste (Drehmaschine) G-Cod
G04 verweilen Der G-Code hält/verzögert den aktuellen Betrieb für die angegebene Zeit (Sekunden oder Millisekunden), aber während dieses gesamten Vorgangs werden nur die Achsenbewegungen der CNC-Maschine gestoppt und die Spindel dreht sich weiter. Syntax G04 P... oder G04 X... oder G04 U... Parame
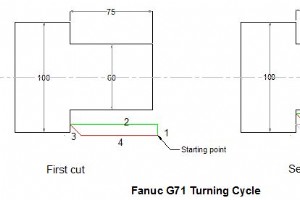
Fanuc G71 Drehzyklus Der Drehzyklus G71 wird für die Grobmaterialentfernung von einer CNC-Drehmaschinenkomponente verwendet. Der Drehzyklus G71 erleichtert das Schneiden großer Durchmesser. Das Schneiden kann in einer einfachen geraden Linie erfolgen oder auch eine komplexe Kontur kann sehr einfach
Vollständige Liste der G-Codes und M-Codes der CNC-Maschine. Diese G-Code- und M-Code-Liste kann als Referenz beim Programmieren oder Erlernen der CNC-Maschinenprogrammierung verwendet werden. Vollständige Liste der G- und M-Codes, die in fast allen CNC-Steuerungen üblich sind, die in CNC-Maschine
CNC-Programmbeispielcode, um zu zeigen, wie der Fanuc G68 Koordinatenrotations-G-Code in einem Unterprogramm verwendet werden kann, um den größten Nutzen aus seiner Funktionalität zu ziehen. Beispiel für G68-Koordinatenrotation Hauptprogramm N5 G54N10 G43 T10 H10 M6N15 S2000 M3 F300M98 P030100 ; S

Vollständige Liste der Bridgeport G-Codes für CNC-Maschinisten, die an CNC-Fräsen arbeiten. Bridgeport CNC-Fräsmaschine Bridgeport Mill G-Codes G-Code Beschreibung G00 Eilgang (Programmierter Vorschub bleibt im Register) G01 Lineare Interpolation (Vorschub in einer linearen Bahn) G02 Kreisinter
Einführung in die CNC-Maschine Einführung in CNC-Maschinen und CNC-Maschinenhauptteile, jedes CNC-Maschinenteil wird sehr kurz beschrieben, es gibt auch eine Übung, die testet, wie viele CNC-Maschinenteile Sie richtig identifizieren können. Was ist CNC? Hauptteile der CNC-Drehmaschine CNC-Drehmasc

DIN/ISO Funktionsübersicht Heidenhain TNC 640/530/410/426/430/320 G Funktionen. Heidenhain TNC 640 CNC Heidenhain-ISO-G-Codes Werkzeugbewegungen G-Code Beschreibung G00 Geradeninterpolation, kartesische Koordinaten, Eilgang G01 Geradeninterpolation, kartesische Koordinaten G02 Kreisinterpolatio
CNC-Maschine